On Cutting Internal Screws, With Screw-Taps. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
On Cutting Internal Screws, With Screw-Taps. Part 3
Taps are used in various ways according to the degree of strength required to move them. The smallest taps should have considerable length, and should be fixed exactly in the axis of straight handles; the length serves as an index by which the true position of the instrument can be verified in the course of work; with the same view as to observation, and as an expeditious mode, taps of a somewhat larger size are driven round by a hand brace, whilst the work is fixed in the vice. Still larger taps require tap wrenches, or levers with central holes to fit the square ends of the taps; for screw-taps from one to two inches diameter, the wrenches have assumed the lengths of from four to eight feet, although the recent improvements in the taps have reduced the lengths of the wrenches to one-half.
Notwithstanding that the hole to be tapped may have been drilled straight, the tap may by improper direction proceed obliquely, the progress of the operation should be therefore watched; and unless the eye serve readily for detecting any falseness of position, a square should be laid upon the work, and its edge compared with the axis of the tap in two positions.
In tapping deeply-seated holes, the taps are temporarily lengthened by sockets, frequently the same as those used in drilling, which are represented in fig. 501, page 560; the tap wrench can then surmount those parts of the work which would otherwise prevent its application.
Sometimes, for tapping two distant holes exactly in one line, the ordinary taper tap, fig. 548, is made with the small cylin-drical part a b exceedingly long, so as to reach from the one hole to the other and serve as a guide or director. This is only an extension of the short plug a b, fig. 548, which it is desirable to leave on most taps used for thoroughfare holes.
Some works are tapped whilst they are chucked on the lathe mandrel; in this case the shank of the tap, if in false position, will swing round in a circle whilst the mandrel revolves, instead of continuing quietly in the axis of the lathe. Sometimes the center point of the popit-head is placed in the center hole in the head of the tap; in those which are fixed in handles it is better the handle of the tap should be drilled up to receive the cylinder of the popit-head, as in the lathe taps for making chucks; this retains the guidance more easily.
Taps of large size, as well as the generality of cutting instruments, have been constructed with detached cutters. For those exceeding about 1 1/2 inch diameter, Mr. Richard Jones recommends two steel plugs a a, to be inserted within taper holes in the body of the tap, as represented in fig. 519, and in the two sections b and c; the whole is then screwed and hardened.
Fig. 549.

The advance of the cutters slightly beyond the general line of the thread, is caused by placing a piece of paper within the mortises a a, and to relieve the surface friction, each alternate tooth in the middle part of the length of the tap is filed away. Sometimes the cutters are parallel, and inserted only partway through, and are then projected by set-screws placed also on the diameter as in the section c*
The cutter-bar, fig. 515, p. 569, may also be viewed as a tap with detached cutters. The cylindrical bar is supported in temporary fixed bearings, one of which embraces the thread (sometimes by having melted lead poured around the same), the bar moves therefore in the path of a screw. In cutting the external thread, the- cutter represented is shifted inwards with the progress of the work; or a straight cutter shifted outwards, serves for making an internal screw: pointed instead of serrated cutters may be also used, they are frequently adjusted by a set-screw instead of the hammer, and are worked by a wrench.
* See Trans. Soc. of Arts, 1829, vol. xlvii., p. 135.
This is screw-cutter bar, independently of its use for large awkward works, is also employed for cutting, in their respective situations, screws required to be exactly in a line with holes or fixed bearings, as the nuts of slides, presses, and similar works.
Some taps or cutters are made cylindrical, and are used for cutting narrow pieces and edges, such as screw-cutting dies, screw-tools, and worm-wheels; therefore it is necessary to leave much more of the circle standing, and to make the notches narrower than the width of the smallest pieces to be cut. But the grooves should still possess radial sides, and when these are connected by a curved line, as in fig. 550, there is less risk of accident in the hardening. The number of the notches increases with the diameter, but the annexed figure would be better proportioned if it had one or two less notches, as inadvertently the teeth have been drawn too weak.
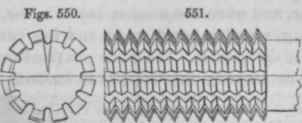
When the tool, figs. 550 and 551, is used for cutting the dies of die-stocks it is called an original tap, of which further particulars will be given in the succeeding section; the tool is then fixed in the vice, and the die-stock is handed round, as in cutting an ordinary screw. When 551 is used for cutting up screw-tools, or the chasing-tools for the use of the turning-lathe, (figs. 404 and 405, page 519,) the cutter is then called a hob, or a screw-tool cutter, and its diameter is usually greater; it is now mounted to revolve in the lathe, and the screw-tool to be cut, is laid on rest as in the process of turning, and is pressed forcibly against the cutter.* Fig. 551 is also used as a worm-wheel cutter, that is, for cutting or for finishing the hollow screw-form teeth, of those wheels which are moved by a tangent screw; as in the dividing-engine for circular lines, and many other cases in ordinary mechanism. The worm-wheel cutter is frequently set to revolve in the lathe, and the wheel is mounted on a temporary axis so as to admit of its being carried round horizontally by the cutter; sometimes the wheel and cutter are connected by gear. †
Attention has been hitherto exclusively directed to the forms of the taps used for metal, but those for wood are very similar, the tap fig. 542, p. 584, with three or four flutes, being the most common; those of largest size are cast in iron, and require only a little filing up to sharpen the teeth.
Different taps with loose teeth, have been adopted for wood-screws of moderately large size, say exceeding 1 1/2 or 2 inches diameter. In the one case, shown in fig. 552, an ordinary wood-screw t, is first made, and at the bottom of the angular thread, a narrow parallel groove is cut in the lathe with a parting-tool; the screw is then turned down to the size of the hole to be tapped, leaving it as a plain cylinder with the square helical groove represented in the piece t.
The next process is to insert a pointed cutter c, in a diametrical mortise, and when the wooden tap is in use, it is guided by the block g, which is bored to fit, and has two iron plates p, which enter the groove. The guide g is fixed to the work w, which is to be tapped; the bar glides forward in virtue of the screw thread, and at each succeeding passage the cutter is advanced a small distance, until the work is tupped of the full diameter; the hollow space between the guide g, and the work w, allows the cutter to pass entirely through the latter, the space being wider than the cut:
* In cutting up the inside screw-tool, fig. 404, in which the slope and the curvature of the teeth should be reversed, an internal screw-cutter has been recommended; it is made like a screwed nut, notched longitudinally on its inner surface.
Another method is proposed; the inside screw-tool is laid in a lateral groove in a cylindrical piece of iron, and the tool and cylinder are cut up with the die-stocks as a common screw; by which mode the inside screw-tool obviously becomes the exact counterpart of the hollow thread of that particular diameter. See Technological Repository, 1821, vol vi., p. 292. The right-hand inside screw-tool is sometimes cut over a solid left-hand hob, which is a more simple way of reversing the angle.
† The contact of the ordinary tangent screw with the worm-wheel, resembles that of the tangent to the circle, whence the name; but Hindley, of York, made the screw of his dividing-engine to touch 15 threads of the wheel perfectly, by giving the screw a curved section derived from the edge of the wheel, and smallest in the middle. See Smeaton's Miscellaneous Papers, p. 183. Prof. Willis, in his Elements of Mechanum, 1841, p. 163 - 5, explains the mode of cutting such a tangent screw, but shows that its advantages are more apparent than real.
Another structure is shown in the Manuel du Tounuur. A hollow iron screw is made like fig. 553, and a hole is drilled at the termination of the thread, the extreme end of which is chamfered on the inner surface with a file, to make a keen angular edge of the shape of the thread; in its action the tool therefore somewhat assimilates to the plane, and the shavings escape through the center of the tube.

This appears to be much less serviceable than the contrivance fig. 552, in which the helical guidance is perfectly at the com-mencement, and continues so until the end, notwithstanding the gradual formation of the thread, which may be cut at several repetitions instead of in one single cut, or in two cuts when two teeth are on opposite sides of the tube, fig. 553. The arrangement of fig. 552 may be considered as quite analogous to that of the screw cutter bar, (fig. 515, page 569,) whereas the hollow tap, fig. 553, is just the converse of the screw box described at the beginning of the following section.
Continue to:
My Books

