Patents. Part 6
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Patents. Part 6
Note AA, page 374. - To follow the last Foot Note. (Berlin method of moulding delicate complicated objects.)
" One method said to be followed by the Berlin founders for producing complicated subjects, such as a bouquet of flowers, is to dissect the object to be moulded, into small parts which may be straightened out or moulded separately, and cast in fusible metal."
"Having cast all the parts separately in soft fusible composition, these parts are then bent into the natural forms, and a synthetic operation is commenced, or that of putting the parts together again by means of soldering, and tying together by wires. When the whole object has been in this way built up, it is embedded in the mould (with proper precautions for the escape of air), the mould is heated to allow the fusible metal to melt and escape, and the iron is run in by a descending gait which enters the mould at its lowest part, and the fluid metal carries up any impurities on its surface, expelling the air as it rises through the vents." Sir John Robison.
Note AB, page 424. - To follow the paragraph ending "wax is generally used." (Fluid for lubricating draw-plates employed in India)
" The lubricating matter for facilitating the slipping of wire through draw-plates is perhaps not a matter of indifferent choice; the Hindoo Sonars, who are noted for their dexterity in drawing gold wire, uniformly use Castor oil, which they allege prevents waste of gold by friction." Sir John Robison.
Note AC, page 410. - To follow the paragraph that precedes Section III. (Foxall's patent Method of raising Vessels in sheet metal.)
Notice of the patent granted to Mr. Thomas Foxall Griffith, of Birmingham, for improvements in stamping and shaping sheet metal. Feb. 3, 1846.
In the paragraph to which this note follows as an appendix, it was stated that works having lofty and perpendicular sides, such as jelly moulds, could not be produced by stamping; but this difficulty has been very cleverly overcome under the recent patent above cited, in which the processes of stamping and that of burnishing to form or spinning are successfully alternated. Quoting the words of the specification, the patentee observes: -
"Heretofore sheet metal has been raised by the simple act of stamping in dies, by raising and letting fall a succession of forces, and the process of burnishing to form has been combined with the ordinary process of stamping, whereby sheet metal, having been raised as far as possible in dies by the processes of stamping, the shaping has been completed by the process of burnishing the stamped articles on chucks in a lathe, and to secure such last-mentioned combined processes, letters patent were granted on 15th February, 1834."
"In shaping sheet metal by stamping, as heretofore practised, the sides of the articles depend materially for the height of the raising on the stretching or extending of the metal; and to this end the metal at the outer circumforence is supported throughout the process of stamping by a projecting flanch, which rests horizontally on the upper surface of the dies, such flanch being progressively reduced end the metal thereof stretched or extended, to that, from the bottom to the upper edge, the thickness of the metal is brought thinner end thinner, which U objectionable. At the same time, owing to the severe treatment to which the sheet metal is thus subjected, it requires to be more often annealed, in order to prevent its suffering injury by the successive processes of stamping, and such is the extent to which the metal is stretched or extended by raising, according to the old practice, that the disk or blank of metal employed for raising a vessel of a few inches diameter to a considerable extent, is only about three quarters of an inch larger in diameter than the finished vessel raised therefrom by stamping. Whereas, according to my invention, the blank or disk of sheet metal used for making any particular article when the sides thereof are upright, is of a diameter of about the dismeter of the vessel or article added to the depth of the vessel; thus supposing the vessel or article produced by stamping in a die be six inches in diameter and three inches deep, then the die or blank of sheet metal would be about nine inches diameter, and the article when stamped therefrom, if it be cut through the sides and bottom, all parts would be found as nearly as may be of the same thickness, and that thickness the thickness of the original sheet metal."
The figures A to G, reduced from the specification, show the several forms which would be given to the work originally of the diameter aa, by the employment of a die such as fig. 974, with a second point of bearing at bb. The successive forces or top dies that are employed, being so shaped as to bear only on the bottom of the vessel so far as the edge bb, and not on the sloping sides; by which scheme the edge 66 fulfils in great measure the purpose of a draw-plate, such as would be used for drawing cylindrical tubes.
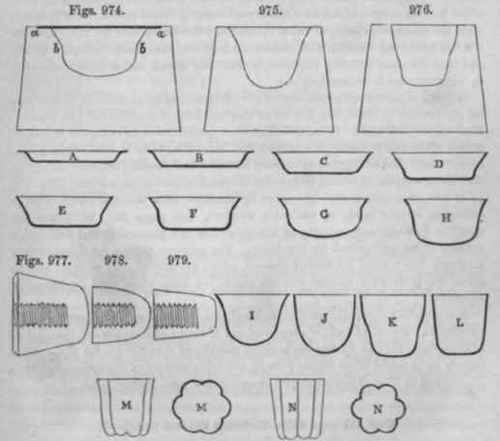
After having been progressively stamped, to the contour of G, the work is burnished to form on a chuck such as fig. 977. The work is then again stamped in the second die fig. 975, then burnished on the second chuck fig. 978, and is afterwards struck in a third die fig. 976, and then burnished on a third chuck fig. 979, to make the metal proceed through the stages H to L; of course the work is occasionally annealed, as will be explained.
Fluted works, such as N, are first raised nearly as cylinders with bottoms to the shape of L by the intermittent stages already explained, and the burnishing to form is then discontinued. The flutes require the use of two or more pairs of dies and forces in which the flutes are gradually developed, but which tools have not been represented. In the first pair of tools for the object N, the flutes are shallow and the die a little bell-mouthed; in the second pair the flutes are of the full depth,and as from the sides being almost perpendicular, or exactly counterparts of the burnished object N, the piece when struck holds fast in the die, the latter is perforated and has a central rammer, which is raised by a side lever to force the finished work out of the die; these particulars are all minutely explained in the specification.
Continue to:
My Books

