Section I. - Chucks For Long Objects Supported At Both Ends
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section I. - Chucks For Long Objects Supported At Both Ends
These works are fixed, between the chuck on the mandrel at the one end, and the point of the popit head and occasionally the boring collar, at the other. The Prong chuck, figs. 189.190, is used for solid pieces of wood the length way of the grain. The front of the socket screwing upon the mandrel, carries a piece of steel, having a diametrical or other chisel shaped edge, with a prominent central point; these penetrate the wood, the point retains it central, while the chisel edges or prongs carry it round.
The wood is first prepared roughly round with the rasp, hatchet or paring knife fig. 8, Vol. I.; circles scored on the two ends with a pair of compasses, serving as a guide. The one center mark left by the compasses, is placed on the point of the prong chuck, when upon the mandrel, and the wood is driven on to the prong by a few light blows, delivered on its opposite extremity with a light hammer or wooden mallet; the blows being given with very moderate force, both to avoid splitting the wood and also that no undue violence may be conveyed to the mandrel. The popit head, the point of which should but slightly overhang the face of its pedestal, is then brought up to the opposite center mark, fig. 190, and fixed to the bearers; one or two turns given to the screw, causes the point to enter the work, and a drop of oil placed upon it completes the preparation for turning.
Fig. 189

Fig. 190.

Should the wood not be marked with the compasses, its axis is found by trial. The work is very slightly held between the centers, and is made to gently revolve, by hand or by turning the lathe, while a piece of chalk held upon the hand rest, is steadily advanced to the work to detect and mark its high points. The left hand is then placed as a support around the work, while that, is driven towards the operator, by slight taps of a hammer given on the prominent parts marked by the chalk, causing the two supporting points to cut their way to fresh centers. The point of the popit head is then slightly advanced, to hold the work in its fresh position; the work is then tested again, and so on until found correct, when the centers are screwed in sufficiently for turning. With but little practice, the work may be adjusted in this manner by the eye alone, and the chalk only used when it is required to obtain the largest possible diameter from the rough material. When the prong chuck is used for the harder woods, it is usual to bore a hole to receive the point, while the hold of the chisel edges may be also much increased, and with less risk of splitting the wood, by a saw-kerf made across the end of the work, or by using a chisel and hammer while the work is held in the vice, to deepen the marks made by the edges of the two prongs.
The steel prong should be permanently fixed in the chuck, and its point turned to run precisely true, when revolving in its place upon the mandrel. The two halves of the chisel edge, frequently diametrical, are better when they are formed out of line fig. 191, with the central portions towards the center point removed; the edges of the prongs are then filed with one upright and one bevilled side, these make two separate fissures, not leading into each other, and carry the work round by their vertical faces.
Fig. 191.
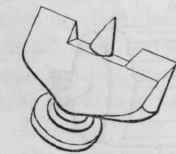
Fig. 192.

Fig. 193.
The Flange chuck with points, fig. 192, a variety of the prong chuck, is used for work of larger diameter; the point for the center of the work remains as before, but the four separate chisel edges, are placed at a greater distance from the center.
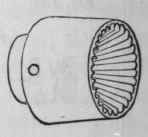
The Taper fluted chuck, fig. 193, sometimes replaces the prong chuck, for the first rounding of rough pieces of wood left from the hatchet, and also for works that admit of being finished at one chucking; as with this chuck, the work cannot be replaced to run true a second time, as on the prong chuck. Fig. 193, is made of metal and has a conical fluted aperture in front; the flutes are about a quarter or three eighths of an inch in diameter, and have an arris, formed by the original cone of the chuck, of about one sixteenth of an inch wide, between each. The rough end of the work catches against and is carried round by the flutes, while the taper of the opening causes the work to seat itself moderately true. For rough and manufacturing purposes, fig. 193, is rapid and convenient, and the work can be chucked in it without stopping the lathe; one end is presented to the chuck while the center of the popit head is advanced into the other, when, it is immediately supported and carried round between the center and the chuck.
Fig. 194,
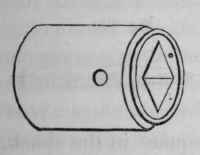
Fig. 195.
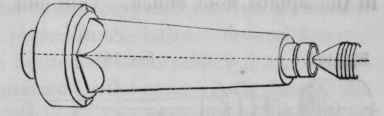
Fig. 196.

The Square hole chucks, figs. 194. 195. 196, serve for smaller diameters than the prong and flange chucks, such as pieces of wood for tool handles and other purposes, cut out square by the saw; and for small cylindrical pieces of wood, ivory and metal, the ends of which are roughly squared to fit the chuck, the square aperture of which is slightly taper. The largest of these chucks, used for wood turning, are frequently themselves made of wood, protected by an external iron or brass hoop. Those of medium size, are usually of brass or iron, and the smallest are lined with steel for greater durability.
Pieces of wood left square from the saw, or having the end only roughly squared with the paring knife, merely require the opposite support of the popit head, Figs. 195. 196; affording a rapid and convenient method of chucking, when turning many duplicates. A variety of solid objects in wood and ivory, spindles for circular saws or cutters, and arbors of wood or metal, are chucked in this manner; fig. 196, is a wooden arbor, carrying a metal tube in process of being cut into ferrules for tool handles. The smaller square hole chucks are extensively used for turning metal screws, spindles and many parts of mechanism, in which it is not necessary to retain the centers of the work after its completion.
Continue to:
My Books

