Section III. - Chucks For Short Objects, Grasped By Their Edges. Chucks Without Loose Parts
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - Chucks For Short Objects, Grasped By Their Edges. Chucks Without Loose Parts
These comprise various conical chucks, into and upon which the work is driven by light blows or by pressure. The Plain, Cup, or Driving chucks, fig. 256, the simplest of this group, are also those most widely used for the general purposes of turning. They consist of short, strong metal cylinders, bored or turned with plain apertures, very slightly taper, not exceeding 2° measured at the face; the internal diameters vary, from about one quarter of an inch to about six inches, the more intermediate sizes being most required.
The end of the piece of wood or ivory to be chucked, may be roughly rounded with the paring knife, hatchet or rasp, or with greater care by turning; the work is then slightly driven into the chuck and tested with a piece of chalk while in revolution, in the manner described for the prong chuck; it is then adjusted to truth by light blows delivered on the end, near to the edge and opposite to the chalk mark. The blows may be given with a hammer or mallet, with the end of a tool handle, poised horizontally in the fingers, or by the hand alone; and the hold thus obtained by the work in the chuck, suffices for many purposes of turning. Large or weighty work requires greater security, and for these cases, after the work has been adjusted for truth, the chuck is removed from the mandrel and stood upon some flat wooden surface, while one or more heavier blows are carefully delivered, centrally, upon the end of the work. These, drive it further into the chuck without materially disturbing its truth, but, care is requisite to avoid bruising the face of the chuck, page 95, an accident highly detrimental to the truth of the latter.
Fig. 256.

Fig. 257.

Fig. 258.
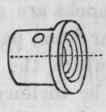
Fig. 259.
The entrance of the work into the chuck may be much assisted, if after its first adjustment to center, the chisel be employed to turn true a narrow portion contiguous to the front of the chuck, to the size of its aperture and slightly taper, before driving it in; or else if in the first instance, the work be mounted between centers, and the end turned to the size and taper of the plain chuck, by which it is to be carried. The hold that is afforded by an eighth of an inch of true contact, is generally found to suffice for work of any ordinary diameter. Exact fitting between the two becomes still more important, when there is a probability that the work may have to remain for some days in progress, as a precaution against possible loss of truth from the wood shrinking and loosening in the chuck; an effect that will sometimes occur, even with dry and seasoned material. This may be provided against if the taper fittings on the work and the chuck, be made slightly longer than is at first necessary, when if requisite, the one may be subsequently advanced within or upon the other; the pressure or the light blows employed, being delivered around the margin of the surface, and impartially on opposite sides, when with gentle management the work may be refixed with its previous truth restored.
With respect to the subject of chucking it cannot be too strongly affirmed, that all blows struck upon the work, when that is in a chuck upon the mandrel, should be given with very moderate force; and this, not only to avoid damage occurring to the work, but also, which is of far greater importance, that no undue violence may be conveyed to the mandrel. It is soon appreciated in practice, that the advantage derived from the blows, depends more upon the precision of their direction than upon their force. Heavy, violent blows should always be entirely avoided, as they damage the work and defeat their purpose, by carrying it beyond the required position; the attempted correction, then only transfers the want of truth from one point in the work to another. It is also possible to bend or otherwise damage the chuck, and even the nose of the mandrel, by a too forcible use of the hammer. Quick, sharp, rebounding blows, are also quite useless in chucking, the reaction from the latent elasticity of the work, chuck and mandrel rendering them ineffective. The most effective, which in contradistinction may be called slow blows, allow the hammer to remain upon the spot struck without rebound, and blows of this character are not only much easier to direct with precision, but are much less liable to produce damage.
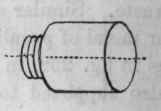
Many works can be completely finished and then cut off leaving a piece remaining in the plain chuck, but more frequently the work requires separation when only partially completed, or it may have to be withdrawn, that the portion held within the chuck may then be turned and included as a part of the whole. In either case the finished form cannot be driven into a metal plain chuck without injury, while the work must also be rechucked in such a manner, that the portions still to be turned, may be true or concentric with those previously executed. The driving chuck then takes the form of a plain cylinder of wood, usually boxwood, from about 2 to 6 inches diameter, fig. 257, screwing on the mandrel, and hollowed or turned away into interior or exterior rebates as occasion arises, to fit the particular diameter of the piece of work to be fixed in or upon it. Wood chucks of small diameter, which would be too weak if screwed upon the mandrel, are formed with an external screw by which they are carried in a brass receptacle chuck, figs. 258, 259.
The larger wood chucks are commonly made of beech wood the plank way of the grain; their truth is much improved, and their attachment to the mandrel made more permanent, when they are provided with a brass flange fig. 260, the two parts being connected by short and strong joiner's screws. For the largest of these chucks, the flange fig. 261, is superior. This is of greater diameter and strength, and is provided with a short coarse thread about half the diameter of the flange, which fits corresponding internal screws cut in the wood chucks; several of which of different dimensions, are usually applied to the same flange. The face of the flange fig. 261, affords a support to the wood equivalent to that of an enlarge d face to the mandrel; and in addition to the screw, this form of flange is sometimes also secured by the joiner's screws.
Fig. 260.
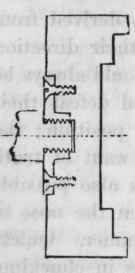
Fig. 261.

Fig. 262.

Fig. 263.

Continue to:
My Books

