Section V. - Glass-Cutting
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section V. - Glass-Cutting
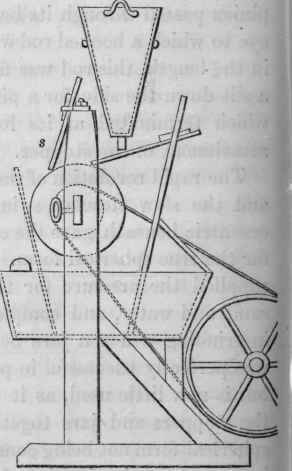
Glass cutting, or the grinding and polishing of cut glass for household and other purposes, is effected with revolving wheels of iron, stone, or wood, mounted on horizontal spindles, after the same general method as the grindstones and buff-wheels of the cutler; but the grinding of glass requires a plentiful supply of water, which mostly runs in a small stream, from either a hopper-shaped box, or a can, placed above the revolving wheel; the water is led by a sloping channel to the upper edge of the wheel, and a small piece of wood is placed nearly upright and in contact with the wheel, a little in advance of the point at which the water is delivered, in order to distribute it equally over the edge. A splash-board is fixed behind the wheel, to catch the water thrown off, by centrifugal force, and lead it to the trough placed beneath; a second splash-board is sometimes fixed in front, to protect the operator from the wet.
Figs. 1139 and 1140 represent, in two views, the general arrangement of the apparatus employed in large manufactories, where the spindles are usually driven by steam power, but in small workshops, and for occasional purposes, the foot-wheel and treadle are employed, in much the same manner as in the small grinding machine shown in fig. 1030, except that the spindles are placed a few inches higher.
Fig. 1139.

Fig. 1140.
The wheels, whether of iron, stone, or wood, are generally made from about 6 to 20 inches diameter, and about 1 to 1 1/2 in thickness; a considerable variety is required of all the three kinds, with flat, angular, rounded, or concave edges, to suit the different forms in which the glass is to be cut; the wheels are mounted upon separate spindles, and are exchanged in exactly the same manner as those used by cutlers.
The majority of the hollow works in cut glass, such as wine glasses and decanters, are blown to the circular form, and the ornament is entirely produced by grinding and polishing; some few of the hollow works are blown in figured moulds, and the general forms thus produced are finished by cutting. Small solid objects, such as the prisms and drops for chandeliers, are mostly pinched, or the glass, while red hot, is pressed into the cavities of metal moulds, something like those for casting bullets, but formed with the required facets; and for chandelier drops the moulds are provided with steel wires, that pierce the apertures for the brass wires, by which the glass drops are united to form the chandelier.
The first process in glass-cutting, or the rough grinding, is performed with cast-iron wheels, called mills, turned truly circular, and of the required figure, on their own spindles; the mills are supplied with fine sand, that has been previously washed and sifted, to free it from dirt, or coarse particles of grit. The sand is placed in the hopper, which is filled up with water, and the opening at the bottom adjusted by a plug, so as to allow a stream of the mixed sand and water, of about one quarter of an inch diameter, to flow through.
The glass to be ground is applied either above or below the center of the mill, according to the convenience of the operator. If the object be large, and much has to be ground away, the work is generally applied above the center, as this position is less fatiguing for the arms; and hollow objects are in general sufficiently transparent to allow of the operator looking through the article to see the progress of the work. Small solid objects, and such as are not transparent, are mostly applied below the center, to enable the workman to watch the progress of the cutting; in this case a wooden bar is laid across the water trough, upon which the arms are rested, partly to avoid fatigue, and partly to give greater steadiness.
When the object to be ground is large, and is required to have several faces, or flutes, the circumference is divided with a pair of compasses into the required number of parts for the principal circle, and the divisions are roughly scratched with an old triangular file, ground like a triangular turning tool; the height of the flutes is also marked on the best works. These divisions assist the workman in cutting the first circle of flutes of uniform size, and which serves as the basis for all the other circles of flutes, which are mostly placed intermediate with the adjacent circle, and are successively produced under the guidance of the eye alone. Small articles, such as wine-glasses, are not generally divided with the compasses, unless for the best works, as, from constant habit, the glass-cutters attain considerable dexterity in grinding any regular number of faces upon a circular object.
Generally the edge of the mill is alone employed for cutting, and the faces produced, therefore, partake of the curvature of the mill, and are ground concave instead of flat, and which has the advantage of making the intersections of the edges appear sharper; when, however, the surfaces are required to be quite flat, the side of the mill is employed in the same manner as for lapping the metals.
For cutting long straight faces, the work is held parallel with the axis of the mill, and gradually traversed from end to end, over a flat-edged mill. For curved surfaces, such as the neck of a claret jug, a mill with a slightly rounded edge is used, and the work is traversed in a curved path. For angular grooves, or splits, up the side of a decanter, or similar object, a mill with an angular edge is employed, and the decanter is held upright, or at right angles, to the axis of the mill, the same position is also employed for convex ribs, called pillars, for which a concave mill is used. In rough grinding, the work is applied with considerable pressure, and large deeply-cut flutes sometimes require as much as one horse power to drive the mill. When the supply of water in the hopper is exhausted, it is ladled back from the trough, the same supply of water serving for several days' use, or until it becomes dirty.
The second process in glass-cutting is the smooth grinding of the flutes; this is done upon fine grit-stones, known either as York or Warrington stones. These varieties of grit-stones are chosen because they are fine and compact in the grain, and are capable of retaining sharp angular edges. The York stones are the harder, and are usually selected from the finest grained pieces of Yorkshire paving slabs.
The stones are ground very true to the circular form, by means of a stationary bar of iron supported on the water trough, and supplied with sand and water; the stones are afterwards smoothed - first, with a piece of stone of the same quality, held in the hand; and, lastly, with a piece of flint, similarly applied: this leaves the surfaces of the stones quite smooth, and almost polished. If the stones were left with a rough surface, the glass would not hang to the stones, but would slip away, and be quite unmanageable. A smaller stream of water is required with the stones than with the cast-iron mill, and a straw frequently serves as the channel for leading the water from the can to the stone. A piece of sponge is often attached to the sloping board s, in front of the straw, to moisten the stone uniformly, as the stone must be kept tolerably wet, or it will generate so much heat as to break the glass. More care is required in the smoothing than in the roughing, as the smooth grinding gives the finished form to the glass, and at the same time a very smooth surface. If the smoothing is carried on too vigorously, the stone is liable to jar the glass or put it in vibration, this causes the glass to squeak, or make a noise like a dry cart wheel, and frequently the glass breaks immediately afterwards, unless it be applied to the stone with reduced pressure, and also more firmly held in order to prevent the glass from vibrating. In smoothing the slender neck of a bottle, a cork is sometimes inserted to check the vibration, which never occurs in the rough grinding with loose sand, and is less frequent in smoothing with Warrington stones than with the harder York stones. The work is applied to the stone for smoothing in exactly the same manner as upon the mill for roughing, but the work is more frequently held below the center of the stone, and in finishing straight flutes they are often applied upright, or at right angles to the axis of the stone, as in this position they may be made somewhat straighter, and smoothed rather more expeditiously. The stones used for this purpose are sometimes as much as three inches in thickness.
After the smooth grinding the glass is polished on wheels of willow, cut transversely out of round timber, and turned true and smooth. The wooden wheels are charged with pumice stone powder, mixed with water, and applied with a brush; sometimes rotten stone is mixed with the pumice stone. As in the cutting process the edges of the wheels are principally used, but the work is almost always applied on the top of the wheel, when the latter are driven by power, and instead of the glass being held in one position and traversed endways, it is twisted about in all directions, to remove the marks made by the stone in smoothing. The final lustre is given with wet putty powder applied also on willow wheels.
Wheel brushes of about 8 or 10 inches diameter, supplied with pumice stone, rotten stone, or putty powder, are also used as an expeditious means of polishing those parts of cut glass in which the sharpness of the angles is not considered to be of great importance, but the use of the wheel brushes is avoided as much as possible in polishing the best works.
In fitting the conical stoppers into glass bottles, the hollow cone of the bottle is ground by means of a solid cone of iron, sometimes roughened like a steel for sharpening knives. The cone is chucked on a lathe mandrel, and fed with emery and water. The stoppers are fixed in a hollow wood chuck by slight blows of a mallet, and are ground also with emery and water, applied on a grinder made of a piece of sheet iron, hammered around a cone of the same angle, and left with two flaps or ears, by which the grinder is held and compressed upon the revolving glass stopper.
The cones are ground separately until the stopper will enter the bottle, to within about one-sixteenth of an inch of the intended position, the two are then slightly ground together for the exact fitting. The stoppers of the best works are afterwards polished on the edge of the willow wheels, in the same manner as cut glass. The internal cone is polished on a small willow cone revolving in the lathe.
The large stoppers for medical bottles are sometimes rough ground with sand, on the flat side of a mill made of stout sheet iron, and which also serves for grinding the bottom of the bottle flat.
Glass drops for chandeliers are cut upon the flat faces of wheels, which sometimes revolve horizontally, and are almost entirely concealed within wooden cases to catch the dirt, only a small opening being left for applying the drops. They are roughed with sand and water on iron mills, smoothed on stones, and polished on lead laps supplied with rotten stone and water; the lead is considered to produce a black polish that reflects the prismatic colours in a higher degree than when wood is employed as the material for the polisher.
Continue to:
My Books

