Pattern Making. Part II. Simple Patterns
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Pattern Making. Part II. Simple Patterns
The simplest patterns are those which are made in one piece, and which require no coring, although the castings themselves may be hollow.
The first thing which the pattern maker should decide in commencing a pattern, is the way in which it is to be removed from the sand, and where the parting line, if there is one, should be. As an example of a simple pattern of one piece made without a dry-sand core, the stuffing-box gland (shown in Fig. 134, Part I) is a good illustration. It is readily seen that if the pattern of such a gland were to be imbedded in sand, as shown, there is no reason why it could not be lifted out without disturbing any of the surrounding or the internal sand. The drawing represents the pattern with draft and finish added, the finished gland being shown by the dotted lines.
In every pattern of this kind, forming its own core, it is necessary to allow double draft on the inside, so that the pattern may be rapped and removed without injury to the green-sand core, which at best is not very stable, and which should be used only when the gland or other hollow casting is of such size as to give a large and stable core.
Except in a few special cases, it is much better to put core prints on the ends of the pattern and use a dry-sand core in place of the green-sand core illustrated above, thus avoiding the unnecessary waste of metal added by the double draft on the inside of the casting, and the expense and labor of removing it in the machine shop.
In order to give a better understanding of the methods employed in Pattern Making, the object itself will be illustrated; and when it is to be finished, the finished dimensions only will be given. If the object is not to be finished, the sizes of the completed Castings will be shown. These dimensions will, in all cases, be arbitrary, and can be changed at will, if for any reason alteration is necessary. The successive steps in the construction of the pattern are given in detail so that the student may fully understand the principles involved.
The first article for consideration is the brass bushing flanged at one end, illustrated in Fig. 139. This bushing is to be finished all over, and as the casting is small, 1/16 inch will bo sufficient for outside finish and the same for turning out the inside. On examining it with regard to moulding, we find that if moulded on end with the flange up and on the parting line of the flask it can be readily removed from the mould.

Fig. 139.
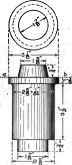
Fig. 140.
The draft in this case should be 1/8 inch in 12 inches or a little less; and each core print, because the pattern is very short, need not be more than | inch long. Having the finished sizes given (Fig. 139), and having decided on the amount of draft and finish, the pattern will be as represented by Fig. 140, and in the case of this simple pattern, as in all others, a full size drawing, or sketch, giving all the dimensions of the pattern, should be made by the pattern maker before beginning work on the pattern. This is good practice, and if carried out many mistaken and much loss of time will be avoided.
The lower core print should have the same proportion of draft as the body of the pattern, but the upper core print is given the excessive draft of 1/8 inch to its length so that the cope can be easily lifted off and returned again over the tapering end of the dry-sand core without injury to the mould; the parting of drag and cope being on the line a b. This pattern may be turned from a solid block of wood, but if durability is desired the block should be glued up from 4 pieces of 7/8-inch pine, care being taken to reverse the annular rings or yearly growth of the wood, as shown in Pig. 141.
Fig. 141.
Fig. 142.
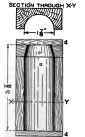
Fig. 143.
Place the block in the lathe and with the gouge turn to a cylindrical form of slightly greater diameter than the largest diameter of the pattern, say 3 5/16 inch. All finishing should be done by the use of scraping tools. For the body of the pattern, a firmer chisel 1 inch wide is a good tool, but the cutting edge must be ground and sharpened slightly rounding, as described for plane irons; otherwise the corners of the tool are liable to catch and form grooves on the surface.
For smoothing and finishing the ends of the pattern and flange, a diamond-pointed scraping tool, Fig. 142, is preferred to all others. The core box for this pattern is shown in Fig. 143, which is representative of the half box used for all symmetrical cores. In this box, two semicircular or half cores are made, which, after being dried, are pasted together, forming the cylindrical core required. For the part a of the core box, a block of slightly greater length (½ inch or 1 inch) is first planed up to the exact size. A center line b, Fig. 144, is drawn with the marking gauge par-allel to one of the edges, and also extends across each end of the block. From this center line, at a distance of 15/16 inch on each side, the lines d and e are also drawn. Then with a second block, or strip of wood placed against the face of the block and flush with the end, the two pieces are clamped together in the bench vise, as shown in Fig. 145. Now with the dividers adjusted to 15/16 inch, describe on each end of the block the semicircle which will connect the lines d and e on the ends of the block. This wood may be removed rapidly with a gouge and mallet, smoothed with a round plane of proper size and curve, and finished by sand paper rolled on a cylindrical block having a diameter 5/16 inch less than the width of the required box.
Fig. 144.
Fig. 145.
Fig. 146.
Fig. 146a.
Another method frequently used for small boxes, is to work out the center of the curve with a rabbet plane, forming a right-angled opening, as shown in Fig. 146, the remaining wood being removed with the round plane and finished with the cylinder and sand paper as before.
HAND PLANER AND JOINTER.
Oliver Machinery Company.
As the work progresses, the accuracy of the curve is tested by means of a try square, or other 90º angle, as shown in Fig. 146a.

Fig. 147.
The tapered end of the bos c (Fig. 143) is turned from a block of wood, screwed to the face plate of the lathe as shown in Fig. 147. After the hole is turned to the required depth, | inch, and to the required size, 17/8 inches on the outside, and 15/8 inches at the bottom, it is removed from the face plate and the piece c is cut out, as shown by the dotted lines in Fig. 147. This piece 0 is glued and nailed to the end of a. The two ends of the box are now given a slight draft, (J inch in 12 inches)to allow the half core to leave the box easily. The end strips d and d (Fig. 143) are then nailed on and the box is complete.
Continue to:
My Books

