Cut Or Pressed Iron Nails. Continued
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Cut Or Pressed Iron Nails. Continued
The ends of the cutters are only brought into view in the figure; these are, however, of greater, and may be of any required length, to cut a given number of brads at a time, as may suit the power of the engine, and other circumstances. It will now be seen, that, by the patentees employing long continuous cutters, and causing them to take an opposite inclined position at each vibration of the swinging-frame, a number of brads are cut at once, without moving the rods, which drop down to the stop on the gauge as they are cut. By the former mode described, with the fly-presses, the cutter moves always in the same plane, and the iron is turned round, or inclined, instead. In cutting that species of brads with heads, the patentees employ cutters with gaps left in their edges, and the cross-bar v has slits in it to receive the rods y, and, instead of being fixed, receives an alternating side motion from the frame.
For the purpose of heading the nails, the shanks made, as already described, are usually brought under the operation of a heavy hammer head, which is lifted from its work by a spring pole, like a turner's throw, and is brought down upon it by a pedal, worked by a woman, sitting down before a little bench; in front of this bench is fixed a pair of clams, which are opened and shut by the turning of the lever of a screw on the left hand of the operator, who, with her right hand, successively places the shanks between the jaws of the clams, brings the hammer smartly down upon it, which forms the head; and then, by turning the screw with her left hand, the jaws open, and the newly-headed nail drops into a box underneath. The clams are provided with steel dies, impressed with the shape of the under-side of the head and that of the shank, and so much of the length only, as to leave projecting above the top a sufficiency of metal to form the head; the form of the upper surface of the head being determined by a die fixed in the face of the hammer.
Fig.2.
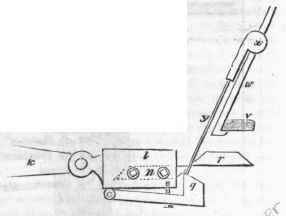
There are, however, several manufactories in which the machinery is so constructed as to cut and head the nails by a single operation of the same machine. This mode of manufacturing, we believe, originated in America, where such machinery has been long since in successful use. In 1829 Mr. Edward Hancorne took out a patent for an improvement upon the American mechanism. We have perused the specification of this patent, from which we learn that the invention is " the communication of a foreigner residing abroad;" and that it consists in a machine made of two horizontal frames, the one movable and the other fixed, an axis with a crank, a cam, a fly-wheel, and drum. The bearings of the axis are attached to the lower or fixed frame, and the crank is connected with, and causes the upper or movable frame to traverse in grooved guides on the lower. From an iron rod, of an appropriate size, placed hot into the machine, a piece the size required for a nail is cut off by two cutting edges brought together by the motion of the upper frame, and held between two steels, while the head of the nail is formed by the action of a kind of hammer, whose face is shaped like a die into the form required, and whose stem is acted upon by a kind of cone on the axis.
The nail is then to be tapered or pointed by the action of two eccentric steel sectors, whose circular surfaces are placed, at the commencement of the operation, sufficiently apart to receive the thickest portion of the nail; and at the termination of the operation, when they are brought by the motion of the upper frame in a position with the point of contact, is nearly in a line between the centres of motion.
Brass and copper nails are extensively used for shipping, and some other purposes. For nailing on the copper sheathing of ships, nails cast of an alloy of tin and copper are generally used; but great efforts were made by a manufacturer at Bristol, some years ago, to substitute for them nails of pure copper: these, for a time, obtained a preference in the navy yards, as well as the merchants' yards; it having been shown that the bottoms of ships, whose sheathing had been nailed with the rough-headed cast metal nails, were extremely foul, and that to the head of almost every such nail was appended a barnacle, which materially impeded the sailing of the ships. Mr. Guppy (the manufacturer to whom we have alluded) made his nails with a smooth bright head (produced by the polished surface of the hammer,) which, being counter-sunk underneath, were driven down flush with the surface of the copper sheathing. The improvement was evident, and experience showed that ships so sheathed sailed better and returned home from their voyages earlier, and with cleaner bottoms. This triumph, or rather success, was of' short duration.
Mr. Greenfell, who had for many years supplied the government with copper sheathing and nails, took the hint afforded by the smooth-headed nails, (the admirable construction of which were in other respects the subject of a patent granted to Mr. Guppy,) and had the rough heads of his cast nails made flat, smooth, and bright, on the upper surface, by turning in a simple kind of lathe; and upon repeated trials of these, they were found in no respect inferior to Mr. Guppy's patent, while they were materially cheaper, and they have, in consequence, maintained their ground, to the almost total exclusion of the pure copper nails, for the peculiar purpose mentioned. Pure copper nails are, however, extensively used in ship-building, and sea-going boats, on account of their greater durability than iron, when exposed to the action of salt water. The principal kind in use are rose-clench, similar in form to the iron nails of that denomination, already explained and figured. The manner of making these nails is similar to that of the other kinds, and may be readily explained and practised by our brief description. The copper nail-maker furnishes himself from the copper wire-drawer with square wire of the sizes of the intended nails.
Suppose, for instance, he has to make some rose-clench, two inches long; he takes the square copper wire of the required thickness of the nail, and, by means of his fixed shears, he cuts the wire into lengths of about 2 inches and 3/16; the 3/16 being required to form the head. They are all cut exactly of a length, by the wire being pushed against a stop before it is cut; this stop is fixed to the block, and is adjustable to any required distance from the edge of the shears. The only tools necessary to complete these pieces of wire into nails, are a strong smith's vice, a hammer, and a pair of clams, designed to hold wire of the size. The jaws of these clams open by a spring, and are closed by compressing the jaws of the vice; when so closed they leave a cavity between them, which is occupied by a piece of the copper wire before mentioned, 3/16 of which project above the upper surface of the clams. The workman then, with one or two blows of his hammer, drives the wire firmly to the bottom of the groove made between the clams (or against a stop placed therein); this has the effect of spreading out the head sufficiently to receive four more blows struck around it in an inclined direction, which produces four facets, meeting at the top, called a rose-head: then, by turning the handle of the vice, the jaws of the clams open, the nail is taken out, and another piece of wire substituted to repeat the heading operation described.
It is obvious, that by the same tools, and a different application of the hammer, a flat, a diamond, or other formed head, may be made. To strengthen the heads underneath the upper edges of the clams are slightly countersunk; and in order that a single pair of clams may do for various lengths of one sized wire, the groove is made the depth of the longest; and for any nail of a shorter length, a piece of wire is dropped in the groove, as a stop, of such a length as, with the intended nail, to fill the groove entirely. Should the nails thus made be required with flat points, they are flattened by a few blows upon an anvil, in the cold state. Copper in the cold state is worked under the hammer with about the same facility as iron at a cherry-red heat.
Continue to:
My Books

