Axial Or Simple Plain Turning. Part 9
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Axial Or Simple Plain Turning. Part 9
Plain joints turned upon hollow works, will sometimes subsequently lose the accuracy of their fitting from the unequal contraction of the material even when that is well seasoned; the liability being the greater when the two portions fitted together are comparatively thin and of large diameter. The tendency to contraction mentioned with fig. 538, is increased from the work being hollow, but at the same time it is always less in the short internal cylinder forming the lid than in the longer portion; while the difference may even be accidentally increased, for the rim of the lid may sometimes easily suffer a small expansion from remaining too tightly fitted upon the rebate of the plain wood chuck, used during the reduction of the external form. Misfitting from this cause may be generally avoided, by first allowing the material to accommodate itself to its new condition. The two pieces likely to suffer contraction are prepared hollow nearly to their finished dimensions, and then put aside for a few days previously to their being fitted together. In manufacturing, such parts are roughly turned and hollowed in quantities and laid aside to season, often for a considerable time.
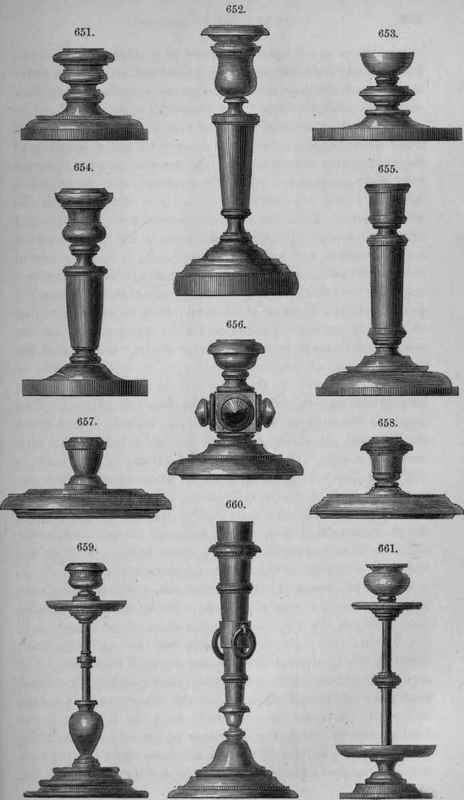
Plate VII.
In thin works in ivory, more especially in those made from the hollow portion of the tooth, plain joints sometimes suffer an additional form of contraction, tending towards the original oval section of the tooth; this is counteracted by similar treatment. The construction of screw joints has been described pages 373 - 375; these are similarly affected by the variation in their material, and although this is not quite so important as in the plain joint, the same precautions are frequently necessary.
The Candlesticks and Wax Taper holders, figs. 651 to 658, ranging from about two to eight inches high, would with one exception, probably all be made of two pieces, the stem jointed into the foot. The longer stems when roughly reduced to shape would require the popit head to be exchanged for the support of the boring collar, fig. 128, while turning the cylindrical aperture to receive the metal nozzle. The stems are afterwards mounted by this aperture upon a plain wood chuck and again supported by the popit head, while their forms are completed and a pin turned at the end to fit within the base. Figs. 659 and 661, forms which would be turned in hardwood or ivory, would each be made of five or six separate pieces. Thus in the latter, the hollow vase for the taper would be attached to the tray beneath it, which may also receive the slender shaft by a separate fitting, the lower end of the shaft passing through the concave dish into the foot; or the upper end of the shaft, may in like manner pass through the tray into the vase.
These parts would be turned, the vase, as to its external and internal form, upon the end of a piece of solid material, cut off from which it would be reversed and mounted by the lip within the rebate of a wood chuck, to turn either a pin to fit within the tray, or a hollow to receive the upper end of the shaft. The tray completed upon its edge, upper surface, and the marginal part of its under surface and hollowed to receive the pin on the vase, or pierced with an aperture should the shaft pass through it, while yet on the solid material, is then mounted by its edge and surface within a wood chuck, to turn the under central mouldings; some members however being generally turned upon the stem as a collar, to retain the tray in position and at right angles to the axis. The shaft would be turned carried by the square hole chuck, fig. 194, the prong chuck, or driven into a plain chuck and always supported by the popit head. As it becomes reduced in diameter it would require the support of the finger against the thrust of the tool, and in some cases, that given by fig. 139, or some of the other guides mentioned. Should no portion of the moulding be placed upon the shaft to prevent the descent of the tray, the upper end is reduced in diameter as a pin that the shoulder may fulfil the same purpose, but this method considerably reduces the strength of the shaft; the lower end in like manner carries a bead or moulding, not seen, or is reduced, that the shoulder may prevent the displacement of the dish. The latter is hollowed and turned as the tray; and the base, as many other preceding examples. Fig. 660, would have the shaft of a single piece fitted into its foot, and together with the figure above it, has separate portions inserted, the methods for which will be gathered from succeeding sections.
The Vases, figs. 662. 663, would be constructed, the former of either three or four separate pieces, the latter of four, and fig. 664 of two, inclusive of the stems, which are inserted in their pedestals. When of moderate dimensions and of uniform material, the pedestals would be turned from single pieces, or would at most require the addition of a second piece of larger diameter for the plinth; upon a larger scale, they would be built up of several parts fitted or screwed together. This construction is also adopted on the smaller when variety is sought, the shaft and plinth are then made of one, and the cornice and mouldings of another and contrasting material. The Vases, figs. 665. 666, precisely similar in the curves of their outlines, illustrate the effect produced by the reversal of the main form;
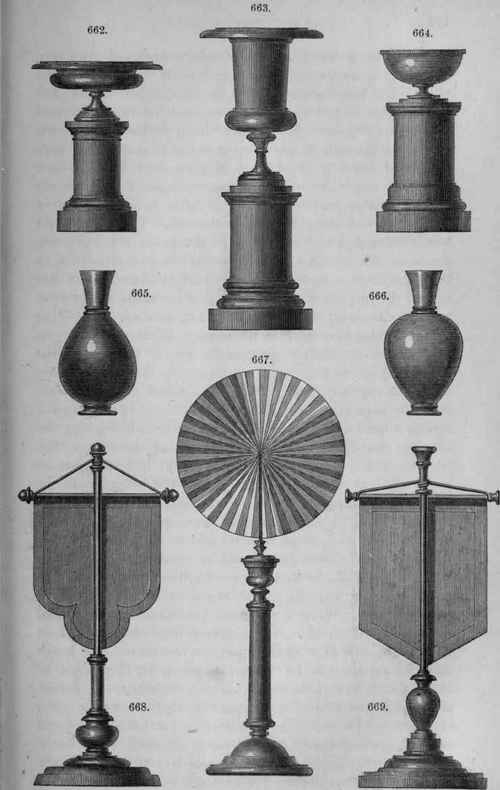
Plate VIII.
except when of large size, which would require the bell to be inserted, they would be turned from the solid. Figs. 662 to 666 would usually be turned in hardwood or ivory, but all as also many others among the examples, may be suitably produced in Cannel coal; a material easily turned, taking a high polish, and when finished undistinguishable in appearance from black marble. The mode of working this material and the tools employed, are given page 162, Vol. I.
Continue to:
My Books

