Chucks For Long Objects Supported At Both Ends. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chucks For Long Objects Supported At Both Ends. Part 3
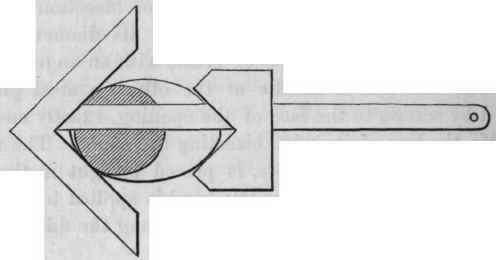
In using the sliding center, shown in section fig. 200; the work is also fixed in the vice, the hollow cone is held vertically, resting upon it, while the solid steel cylinder which terminates in a point, is slightly struck into the surface; the mark thus made is strictly central, it is afterwards enlarged with a common center punch and drilled in the manner described. All the parts of fig. 200, being turned in the lathe, the whole instrument possesses one common center or axis; the work to be centered should be tolerably round, but the tool may also be effectively used upon square and other shapes, care being taken that it is held vertically. The centering tool figs. 201 and 202, contrived by Mr. Kilburn, is founded on the principle, that two tangents being produced, and the angle formed bisected, the line of bisection will pass through the center of the circle, or be its diameter. The instrument consists of a piece of brass, with an angular opening at one end and a handle at the other, a steel plate is attached by screws to the face of the opening, exactly covering one half; the line of its edge bisecting the angle. The round piece to be centered, as before, is placed upright in the vice, and the instrument held in the left hand is applied to the work in two positions; the two lines scribed along the fiducial edge a, b, crossing at the exact center. For bolts and other objects with overhanging heads, which are not always forged quite concentric with their shafts and are therefore difficult to center, the bisecting plate is mounted upon three pillars, to raise it a little distance above the angular opening, into which the shaft of the bolt can then enter without interference from its head; in other respects the instruments are alike. The same principle is adopted in a centering tool fig. 203, registered by Mr. Hale in 1862. This instrument, which is made of stout gunmetal, carries a steel blade, bisecting an angle of 90°, it serves for centering circular and also for mitreing rectangular pieces. The arms of the angle are of precisely the same length that the instrument may also be used as a small tee square. A second, but removable gun-metal piece also of the angle of 90°, slides on the steel blade, and is intended to assist in finding the centers of ellipses, or of irregular shaped pieces that may be held between the angles.
Fig. 200.

Fig. 201.
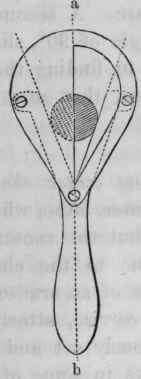
Fig. 202.

Fig. 203.
The Driver or Running center chuck, figs. 204. 206., is derived from the dead center lathe, which it resembles in the suspension of the work, but the center is now rotatory and gives the distinctive name to the chuck. The motion is transmitted by the contact of an arm or pin, the driver, on the chuck, with an arm or carrier, attached to the work; the latter, having been previously set and centered at each end. The running center chucks in some of their numerous varieties, are used for chucking nearly all the rods, spindles and long objects, that occur in metal turning and machinery.
Running center chucks for foot lathes are made of two principal forms; fig. 204, has a steel conical center screwed in the front, and the driving arm, carried in a rectangular mortise provided with a fixing screw, for its adjustment to the diameter of the work ; the arm is sometimes made in two pieces, to be capable of elongation in both directions. The other form, fig. 206, is stronger; the center point is screwed into a flat plate, which also carries the cylindrical pin or driving arm. Two or three holes may be tapped into the plate, to vary the distance of the pin from the center, or that, may be made with a collar, nut and washer, fig. 207, to fix in a radial mortise; occasionally it is made as a fork, fig. 208, and also of some other forms. The short straight driving pin is stronger, both in form and position, than the rectangular arm fig. 204, which is sometimes distorted by use; while its power is greater, from the increased distance at which it can be placed from the center. In large power lathes, in which the diameter of the nose of the mandrel is considerable, the running center point and the driving chuck are usually separated. The center is made with a long, slightly conical stem, fitted into a deep taper hole in the end of the mandrel, which extends back, beyond the front upright of the lathe head and terminates in a transverse mortise; the shaft of the center fitting within the hole, in exactly the same manner as the drills are fitted to the round hole drill chuck, fig.,235. The one center is used with two or three driving chucks of different dimensions, and the arrangement has the advantage of not extending the running center much beyond the end of the lathe mandrel.

The carriers attached to the end of the work to sustain the thrust of the pin or driver, are made of still greater variety. In forgings, a projection is very frequently left upon the solid to catch against the driver, fig. 466, and is cut off when the work is finished. The Heart carrier, fig. 209, has a single screw to attach it to the work, and a tail to catch against the driver; it is suitable to round pieces of various diameters, as shown by the dotted lines. The screw binds directly upon the rough forging or casting; a piece of thin sheet brass being bent around the ends of more finished work, to preserve that from injury. The heart carrier may also be used for square rods, but these are more efficiently carried by fig. 210, with two bars and two side screws. Many carriers are made as fig. 211, with square, oblong or hexagonal holes, for the heads of screw bolts or similar pieces; a side screw being sometimes added to assist their attachment to the work. Similar carriers, having round holes tapped with corresponding threads, are used upon the ends of screws, which would be injured if gripped in figs. 209 or 210. The Screw carrier is sometimes retained by a nut, the carrier and nut being screwed against each other in opposite directions; but it is more usual, to slightly disfigure the thread upon one face of the carrier, with the hammer or center punch, so as to prevent the screw from passing entirely through the hole, and the carrier from turning round upon the object to be turned.
Continue to:
My Books

