Chucks With Loose Parts. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chucks With Loose Parts. Part 2
Fig. 273.
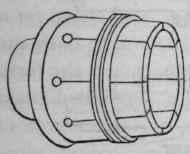
Fig. 274.
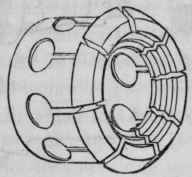
Fig. 275.
The spring chuck fig. 275, is a plain brass socket screwing on the mandrel, divided by two or more diametrical saw cuts, it possesses a very small power of expansion outwards, the reverse direction to all the preceding; the sections are expanded by means of a short conical screw in the center of the chuck, which is tapped to receive it. Fig. 275, as nearly allied to the expanding arbors as to the spring chucks, is a very convenient workshop tool used for finishing and polishing light works held by their central holes; when these apertures do not pass through the work, the chuck may be expanded from behind, the screw being then inserted through the aperture by which the chuck is attached to the mandrel.
The solid arbors or mandrels figs. 265 - 268, are necessarily limited in their application to the extremes of their own diameters. Several useful contrivances, the converse of the spring chucks, in which the arbor or mandrel expands within the work, are employed to increase the range of diameter, and these are especially useful in manufactories to reduce the number of solid arbors otherwise necessary; they also afford facilities for fixing and unfixing the work without risk of damage, which may sometimes occur in driving finished work on or off the common arbor.
Fig. 276.

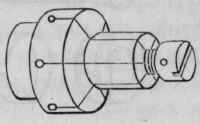
Fig. 278.

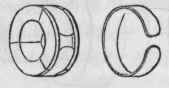
Fig. 277.
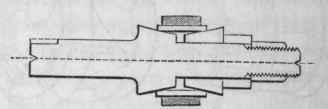
Fig. 279.
The expanding arbor, figs. 276. 277, is employed in Brunei's block machinery at Portsmouth, to fix the wooden sheaves for the completion of their sides and edges in the surface turning lathe, after the metal centers or coggings have been inlaid, riveted and broached by their respective engines. The sheave is fixed by a cylindrical bolt having a conical head, fitted with a corresponding ring turned cylindrical externally and to the size of the hole in the sheave. The ring is divided into three pieces, expanding when the bolt is drawn in, by a nut at the back of the mandrel; the whole sinking below the level of the surface, leaving that and the edge of the sheave entirely free for the turning tool. A groove is turned in the edges of the segments to receive a spring hoop, which surrounds and retains them in position while the work is being changed; different divided rings being employed for various sized holes.
The Expanding Mandrel, fig. 278, was contrived by Mr. John Hick for use with the center chuck. This, has a cone in the solid having four undercut diametrical grooves upon its surface, for the reception of four steel wedges or slides, turned cylindrical upon their outer edges. The wedges are equally advanced by the nut and washer at the screwed end of the arbor, until as shown, they fill out and fix the ring or collar to be turned. Mr. Hick's mandrels are made of several sizes, to adapt them to works in which the apertures range from about one, to about twelve inches in diameter; the extent of expansion being from about half an inch in diameter in the smallest, to about two inches in the largest sizes.
In Mr. Yuile's expanding mandrel, shown in section fig. 280; the cone directly extends the wedges. A solid mandrel turned to a long cone about the center of its length, is contained by a cylindrical tube, within which it is traversed by a screw, cut upon one end. The tube is pierced by three radial slots, fitted with steel wedges, the same angle inside as the cone, their outer edges turned cylindrical and level with the surface of the tube. The ends of the solid mandrel are filed square and centered; one end of its casing is formed as a hexagon to receive a key, to turn the one within the other, when as the cone advances it equally projects the three wedges and fixes the work. Mr. Le Count's expanding mandrel fig. 281, appears to be derived from fig. 278; it is a gradual taper for about two thirds of its length, from which point it becomes cylindrical and is cut as a screw. Three radial grooves with vertical sides, agreeing with its taper, are planed along its entire length, and carry three long thin wedges, with their outer edges turned cylindrical and in steps. The wedges are connected by a portion at their butt ends, similar to a narrow fourth step, working in a plain cylindrical groove turned within the collar, which traversed upon the screw by the nut, carries the wedges up and down the cone to agree with the diameter of the work. Fig 281, is constructed for small works ranging from half an inch to four inches internal diameter; one or two are required, the extent of the expansion of each mandrel, viz., half an inch in the smaller and one inch in the larger sizes, being about the same as in that of Mr. Hick. With all the foregoing mandrels, the wedges are first sufficiently screwed up to hold the work during its adjustment to truth edgewise; after which, the nut is further screwed up by hand or by a key. The Double Cone expanding mandrel, shown in section fig. 279, is a contrivance that may be entirely made in the lathe. The shaft is cylindrical, except at the center where it is enlarged by a cone, and a similar but reversed cone, accurately bored to fit upon the shaft, is advanced to the first by a screw and nut at the end; the work is held between the two cones by the edges of the hole, which may be either taper or cylindrical. To increase the surface contact, fig. 279, is sometimes completed by a series of rings, slightly increasing in external diameter with their inner edges turned conically; the rings are afterwards cut through at one place, either parallel with, or inclined to their axis, when on advancing the cone, they expand and fill out the work. To accommodate work of various diameters a nest of thin split rings may be used, placed one over the other; thicker rings made sufficiently yielding by a second cut nearly through on the opposite side are also sometimes employed, as also thick rings, entirely divided, with or without a clip spring, as in Sir I. Brunei's original contrivance. Expanding rings have advantages for carrying thin works, which, liable to distortion when supported at three or four points only, do not suffer when subjected to pressure from within their entire circumference; while, should the turning tool be accidentally advanced too far, in place of three or four separate ridges, it encounters a uniform circular surface by which it is not so liable to be damaged.
Continue to:
My Books

