Surface Spiral. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Surface Spiral. Part 2
In using any of the foregoing combinations of wheels, described as employed with the spiral apparatus, it should be observed, that the motion is invariably communicated to that end of the train, that moves the more quickly. Thus, in cutting a screw of 50 threads to the inch, the mandrel makes fifty revolutions, while the tool travels over the space of one inch ; the apparatus therefore in this case, is set in motion by the mandrel, driven in the ordinary manner by the foot wheel.
A screw of 10 threads to the inch, may he cut when either the mandrel or the slide rest screw, which move at an equal rate, set the work in motion. But screws of half inch pitch, with which the mandrel makes but two revolutions, while the tool travels a distance of one inch, to the extremes of the various coarse spirals employed for ornament; all require the motion to be given through the slide rest screw, turned by its winch handle. The band from the mandrel pulley to the foot wheel is then removed, and the latter is only employed when the overhead motion is required, to drive the revolving drills or cutters used in the slide rest, in cutting ornamental spirals.
Atkinson's reciprocator.
An addition to the spiral apparatus, fig. 174, invented by Mr. G. C. Atkinson of Wylam Hall, Newcastle, converts the spiral into a waved line; various proportions of which may be produced upon the cylinder, cone, surface and upon curved forms. This additional piece is exclusively employed for ornamental turning, and therefore properly belongs to the succeeding volume; but being an adaptation of the spiral apparatus, it will conduce to uniformity to describe its construction and allude to its capabilities, in this place.
Fig. 174.
Fig. 175.
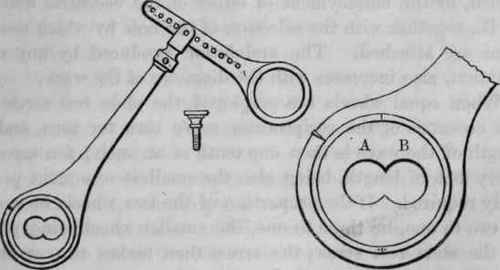
A steel radial arm bored with a hole to fit on the back of the spiral chuck, to which it is securely fixed by the screw ring and washer, replaces the wheel hitherto carried there; the arm is also bored with a numbered series of small plain holes, placed in a radial line. The other half of the apparatus is a second arm, the lower end of which moves freely around a circular piece of brass, which piece is bored with two eccentric holes, marked A. and B.; the one hole having about twice the eccentricity of the other. The holes A. and B., cut one into the other, but either fits upon the intermediate arbor of the spiral apparatus, upon which it is placed, followed by a wheel; the eccentric of the arm and the wheel, being clamped together upon the arbor by its nut and washer. The wheel thus fixed to the eccentric on the intermediate arbor, works into a second wheel carried on the slide rest screw, only these two wheels being employed. The two parts being in position, the end of the second arm is joined to any of the holes in the first, by its terminal fork and a screw pin; when, upon turning the slide rest screw by its winch handle, the two arms communicate a reciprocatory motion to the mandrel, resulting in a waved line upon the work, which is cut by a drill or other revolving tool carried in the slide rest.
The length of the wave produced upon the cylinder, is determined by the pair of wheels employed, and is quite independent of the depth of the undulation. The latter is varied and determined, by the employment of either of the eccentric holes A. or B., together with the selection of the hole by which the two arms are attached. The undulation produced by any combination, also increases with the diameter of the work.
When equal wheels are employed, the slide rest screw and the eccentric of the reciprocator move turn for turn, and the length of the wave is then one tenth of an inch; ten waves in every inch of length, being also the smallest ornament practically required. If the proportion of the two wheels be varied, as two to one, or three to one, the smaller wheel being placed on the slide rest screw, the screw then makes two, or three, complete turns to one of the eccentric, and the length of the waves becomes respectively, two tenths or three tenths and so on. The set of change wheels previously mentioned, affords an ample variety of pairs in the different proportions, to accommodate the distance of the slide rest from the work; while the radial arm of the spiral apparatus carrying the reciprocator, may be fixed to the lathe head at a greater or less elevation with the same object. The following pairs of wheels may be employed, viz.: -
Length of wave. | Wheels available. | |||
2 tenths. | 18 - 36. | 24 - 48. | 36 - 72. | 60 - 120. |
3 ,, | 16 - 48. | 20 - 60. | 24 - 72. | 48 - 144. |
4 „ | 15 - 60. | 18 - 72. | 24 - 96. | 36 - 144. |
6 „ | 16 - 96. | 20 -120. | 24 - 144. | |
7.5 „ | 16 -120. | |||
8 „ | 15 -120. | |||
9 " | 16 - 144. | |||
The flattest curvature for waves of any length, is produced by using the lesser eccentric A., and joining the two arms by the hole at the extreme end, furthest from the chuck, which is numbered one; the depth of wave regularly increasing, as the arms are joined closer to the chuck. The greatest undulation follows upon using the greater eccentric B., and joining the arms by the last hole, closest to the chuck. The two lines figs. 176 and 177, in which the length of the wave is similar, indicate the degree of difference between these extremes.
Many varieties in the ornament produced with Atkinsons reciprocator, may be obtained by shifting the lines of waves to each other, lengthwise, exactly one half their length, or less, and as a series or consecutively. A series of waved lines having been cut around the cylinder, the work having been turned partially round by the wheel of the spiral chuck for every line; the wave may then be shifted exactly half its length, and then by proceeding again over the same lines, the second series crosses and intersects the first, fig. 178. The ornament indicated by fig. 179, is produced by shifting the line as before, and cutting the second series in the intervals between the first. Shifting the wave half its length, is effected by first slackening and raising the radial arm of the spiral apparatus, to place the wheel on the arbor and that on the screw out of gear, and then leaving the latter undisturbed, by turning the former, which carries the eccentric with it, one half round; after which the wheels are replaced in gear and the arm refixed.
Continue to:
My Books

