Surface Spiral
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Surface Spiral
The pitches of the screws produced by the combinations given in the foregoing tables, may be further extended by the introduction of a second pair of wheels upon one arbor, by which fraction they are again multiplied or divided. With the spiral apparatus, fig. 164, the additional pair of wheels, usually 80 and 60, is introduced at the end of the train, the arbor taking the form of an independent shaft. This particular arrangement of the second double arbor, is adopted to enable the spiral line to be applied to cylinders, for the production of the so-called "Elizabethan Twist," to surfaces, and to cones, and also to surface, cylindrical and tapering curved forms. The coarser spirals thus obtained are generally of multiplex thread, and are principally required for ornamental turning, admitting great variety both in the pitch and in the ornamental section of the thread, which also may be right or left handed. Fig. 180, exhibits the effect of a right handed multiplex surface spiral; both the right and left handed thread are also sometimes cut over the same cylinder, surface or curve, covering these with a highly effective chequered ornamentation. The thread for ornamental purposes is in all cases cut with revolving drills or cutters, with various effect, as these may be used singly or in combination; in the latter case, every strand is traversed consecutively by the one tool, before proceeding to the others employed.
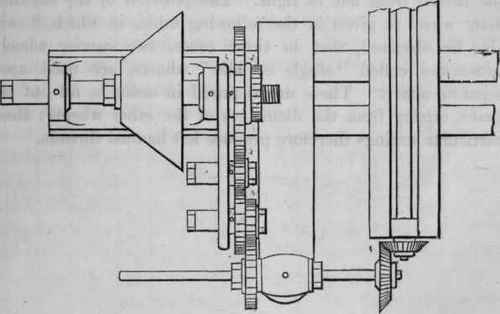
Fig. 172.

The additional arbor shaft, distinguished as the Surface spiral apparatus, fig. 172, consists of a horizontal steel rod about twelve inches long, parallel with the mandrel axis, and sliding through a socket on a vertical stem, carried in a pedestal like a long rest bottom. The parallel base of the pedestal, is fixed, close in front of the lathe head, transversely upon the lathe bearers, by a bolt and nut beneath.
The last wheel of the train, previously placed on the screw of the slide rest, is now placed on the shaft, to the left of the socket fig. 172; while of the fresh pair of wheels introduced, one, is attached to the opposite end of the shaft, and the other is placed upon the slide rest screw; the length of the base, permitting the apparatus sufficient adjustment transversely from the mandrel axis, to accommodate the varying distances required by the diameter of the work, and the length of the train of wheels employed. The wheel on the end of the shaft, may also be placed close against the right hand side of the socket, or the two wheels may be separated by the full length of the sliding the mandrel therefore may be connected with the slide rest screw at any distance within these limits, required by the length of the work, or the position at which the spiral is to be placed upon it.
Fig. 173.
To place the spiral upon the surface, the pair of 60 and 30 are made as mitre wheels; the horizontal shaft remains parallel with the mandrel, but the slide rest is placed at right angles to it. The general arrangement of the apparatus being indicated by the diagram in plan, fig. 173. A second pair of wheels with round edges cut into teeth, replace the mitre wheels, to connect the slide rest for all other positions, from that of parallel with the mandrel, to any angle to it, less than the right angle.
The train of wheels employed, is under precisely the same conditions as before, except so far, as they are modified by the fresh pair of wheels 60 and 30. The pitch derived from any particular train, being rendered twice as coarse, when the 60 wheel is placed on the shaft and the 30 wheel on the slide rest screw; or, twice as fine when these positions are reversed. The additional pair of wheels having rendered the number of axes even, giving a left handed screw; a single or intermediate wheel is again required to change the direction of the thread from left to right. The position of the intermediate wheel is given in the following table, in which it will also be observed, that in three cases, two carrier wheels, sometimes called "single or idle" wheels, are used upon separate arbors. These are required in order to fill out the space, arising from the diameters of the other wheels; these particular settings therefore produce left handed threads.
Table No. V. Table Of Surface Spirals Coarser Than Half Inch Pitch Or Rise, Produced By A Set Of 15 Change Wheels, With Main Screw Of 10 Threads Per Inch
Spiral produced. | "Wheel on Mandrel. | Wheel on Single Arbor. | Wheels on Double Arbor. | Wheel on Shaft. | Bevil Wheel on Shaft. | Bevil Wheel on Screw. |
•5 | 144 | 30 | 48 | |||
60 | 72 | 60 | 30 | |||
•6 | 144 | 30 | 36 | |||
72 | 96 | 60 | 30 | |||
75 | 144 | 36-30 | 16 | |||
20 | 48 | 60 | 30 | |||
•8 | 144 | 30 | 48 | |||
96 | 72 | 60 | 30 | |||
•9 | 144 | 30 | 24 | |||
72 | 96 | 60 | 30 | |||
1. | 144 | 30 | 24 | |||
60 | 72 | 60 | 30 | |||
1.2 | 144 | 30 | 36 | |||
72 | 48 | 60 | 30 | |||
1.5 | 144 | 30 | 16 | |||
60 | 72 | 60 | 30 | |||
1.6 | 144 | 30 | 24 | |||
96 | 72 | 60 | 30 | |||
1.8 | 144 | 30 | 24 | |||
72 | 48 | 60 | 30 | |||
2. | 144 | 30 | 36 | |||
120 | 48 | 60 | 30 | |||
2.4 | 144 | 30 | 18 | |||
72 | 48 | 60 | 30 | |||
27 | 144 | 30 | 16 | |||
72 | 48 | 60 | 30 | |||
3. | 144 | 30 | 16 | |||
120 | 72 | 60 | 30 | |||
3.2 | 144 | 30 | 24 | |||
96 | 36 | 60 | 30 |
Spiral produced. | Wheel on Mandrel. | Wheel on Single Arbor. | Wheels on Double Arbor. | Wheel on Shaft. | Bevil Wheel on Shaft. | Bevil Wheel on Screw. J |
3.6 | 144 | 30 | 48 | |||
96 | 16 | 60 | 30 | |||
4. | 144 | 30 | 36 | |||
120 | 24 | 60 | 30 | |||
4.5 | 144 | 30 | 48 | |||
120 | 16 | 60 | 30 | |||
48 | 144 | 24-30 | 18 | |||
72 | 24 | 60 | 30 | |||
5.4 | 144 | 24-30 | 16 | |||
72 | 24 | 60 | 30 | |||
6. | 144 | 30 | 16 | |||
120 | 36 | 60 | 30 | |||
6.4 | 144 | 30 | 24 | |||
96 | 18 | 60 | 30 | |||
7.2 | 144 | 30 | 24 | |||
96 | 16 | 60 | 30 | |||
8. | 144 | 30 | 24 | |||
120 | 18 | 60 | 30 | |||
9. | 144 | 30 | 24 | |||
120 | 16 | 60 | 30 | |||
9.6 | 144 | 30 | 24 | |||
120 | 15 | 60 | 30 | |||
10.8 | 144 | 30 | 20 | |||
120 | 16 | 60 | 30 | |||
11.52 | 144 | 30 | 20 | |||
120 | 15 | 60 | 30 | |||
12. | 144 | 30 | 16 | |||
120 | 18 | 60 | 30 | |||
14.4 | 144 | 30 | 16 | |||
120 | 15 | 60 | 30 |
Screws of multiplex threads, right or left handed, have two or more spirals, distinct, and winding around the same axis; they may be cut with all the foregoing combinations. With the spiral apparatus, fig. 164, they are obtained by shifting the work round, by the wheel of 96 teeth on the front of the spiral chuck, fig. 166, which serves for the intersection of all multiplex threaded screws, that are its submultiples, viz. 2. 3. 4. 6. 8. 12. 16. 24. 32. 48 and 96. Double threaded screws, have the first thread cut with the wheel fixed at 96, this is then released, the wheel and work turned round and refixed by the detent at 48, retaining the work in position to cut the second thread; for a triple thread, the wheel is placed successively at 96. 32 and 64, one thread being cut at each position and so on.
When the spiral apparatus or the slide lathe, is unprovided with a ratchet wheel; double, triple, or other multiplex threads, are cut by slackening the radial arm, moving it upwards, to place the wheels out of gear, and then, shifting round either the slide rest screw or the mandrel, exactly one half, third, or quarter of a revolution, as may be required. When the mandrel is shifted round, the whole train of wheels, except that on the slide rest screw, or that on the main screw of the slide lathe, moves with it; the wheel on the screw being carefully retained stationary. Should the screw be moved round, the mandrel is then prevented from moving, that none of the other wheels of the train may be displaced by receiving a partial revolution. The radial arm is then replaced and refixed. The teeth in gear of the wheel to be moved, may be previously marked with a piece of chalk, to assist in replacing them, and in counting the teeth to be passed over.
Continue to:
My Books

