Smith Welding Or Forging. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Smith Welding Or Forging. Continued
Tongs
Tongs are of many kinds and special ones are easily made when peculiar pieces are to be worked. Flat tongs, Fig. 21, are used for flat iron bars, strips, or plates. Pick-up tongs, Fig. 22, have curved springy jaws and are used for handling small pieces. Bolt tongs, Fig. 23, have a sort of pocket in the head or jaws for holding bolts while forming them. Gad tongs, Fig. 24, are shaped somewhat like bolt tongs except that the nose of the jaws is flattened somewhat like flat tongs. They are used for holding flat pieces which are thick at one end or side. Tongs soon become spoiled by the constant dipping in water and they bend out of shape easily while hot. They should not be left in the fire unless necessary and should be kept in a rack when not in use.
Miscellaneous Equipment
In addition to the foregoing essential equipment, smith shops frequently contain many other tools such as dies, swage blocks, vises, surface plates, gages, taps, dies, calipers. Figs. 25 and 26, etc. For handling the fire there should be provided a poker, fire hook, shovel, sprinkler, and ladle. Figs. 27 and 28. A monkey wrench, chisel, and a pair of "C" clamps are also useful, and a tapered mandrel will be needed if rings are to be welded. A large portion of the equipment here mentioned will also be required for welding by any other method and a well-equipped shop is generally a good investment. On the other hand, it is usually better to start with the smallest equipment which will do the general run of the work and then buy special tools and equipment which experience shows to be necessary.
General Features Of Smith Welding
The process of smith welding, or forging, is comparatively easy to learn, but skill and the ability to use the process successfully will only come after long prac tice. The first operation to learn is to heat the iron properly; this is done by placing it in the fire until it reaches a bright red, almost white, color. Large pieces will take longer to heat, and will remain hot longer, than small ones and the surface will tend to oxidize and flake off upon exposure to the air while hot. For ordinary forging operations this is no disadvantage beyond reducing the size of the piece slightly but, when welding two pieces together, this oxide must be kept off by the use of a good flux or it will destroy the value of the weld by preventing cohesion of the particles forming the pieces. The most common flux for iron is clean sharp sand because it will fuse and stick to the surface and keep out the air; but work can be done without a flux, if it is done quickly. Tor steel, it is better to use potter's clay, wet with strong brine and then dried and powdered. Borax is sometimes used but it is not good for the metal.

Figs. 15 and 16. Squire and Round Punches _Cold and Hot Cutters.
Courtesy of Vaughan and Bushnell Manufactoring Company.
Fig. 19. Bottom Fuller and Swage and Hut Hardie Courtesy of Vaughan and Bushnell Manufacturing Company.
Fig. 20.
Fig. 21. Flat Tongs.
Fig. 22. Pick-Up Tongs.
Fig. 23. BoltTongi.
Fig. 24. Gad Tongs.
Simpler Operation* Performed First
The simpler operations of forging should be learned first and then the welding tried afterwards. "Drawing" is the operation of stretching the iron in one or two directions and it consists in hammering the hot piece on all sides for lengthening or on one side for flattening or spreading. If the piece tends to curl, it can be hammered on both sides to keep it flat. Square pieces should be turned over and over and hammered on all sides in drawing, and round ones should be hammered on all sides. "Upsetting" is the operation of increasing the diameter or thickness of a piece by heating and then hammering it on the ends until it becomes shorter through the flowing of the metal to the heated portion. The bar usually tends to bend under this operation; so it should be straightened at once by hammering on the high side. Considerable heat is required for upsetting and the fibers tend to separate or split apart, when the piece is hammered lengthwise of its grain; so it is well to finish the upsetting by heating again and hammering all around to weld the fibers again. Bolt heads are formed by upsetting the bar on the end and hammering square, or hexagonal, as required.

Fig. 25. Outsids Calipers.
Fig. 26. Inside Calipers.

Fig. 27. Types of Fire Handling Tools.

Fig. 38. Ladle.
When forming corners which must be square, the pieces must first be upset to get enough stock and, when making connecting rod straps, crank shafts, rocker arms, hook eyes, eyebolts, axe heads, armature shafts, and other articles of variable thicknesses, it is customary to upset them from straight bars before beginning to shape them. After the student has practiced the more elementary operations described and becomes familiar with his tools and his metal, he can then try welding.
Kinds Of Welds
There are several kinds of joints made by smith welding, each of them being known by a name which indicates the manner in which the pieces are joined. These are the "scarf weld", "butt weld", "lap weld", and "cleft weld", and the proper one to use will depend upon the shape of the piece and the strains it will meet in service.
Scarf Weld
The scarf weld, Fig. 29, is made by "scarfing", or thinning the pieces at the end, in order to give them a bevel; the iron should be upset a little to give enough extra stock to allow for the drawing down when hammering. The pieces should be rounded slightly on the surfaces which come together in order to allow the scale and slag to squeeze out and then they should be hammered while at a white heat. When they are thoroughly joined, the piece should be shaped all around by turning while hammering.
Butt Weld
A butt weld consists in hammering two pieces end to end until they unite, the pieces being rounded slightly on the ends, Fig. 30, to allow the scale to come out. This operation will tend to upset the pieces and they should be drawn down to size again after welding. This sort of a joint is not so strong as a good scarfed joint.

Fig. 20. Scarf Weld.
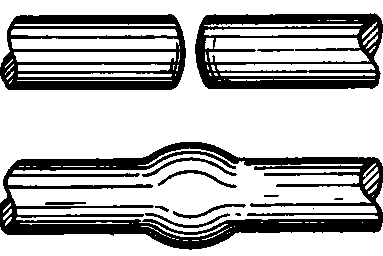
Fig. 30. Butt Weld.
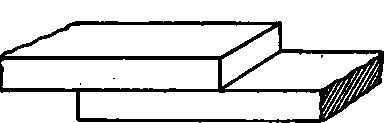
Fig. 31. Lap Weld.
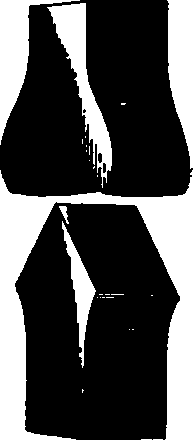
Fig. 32. Cleft Weld.

Fig. 33. Corner Weld.
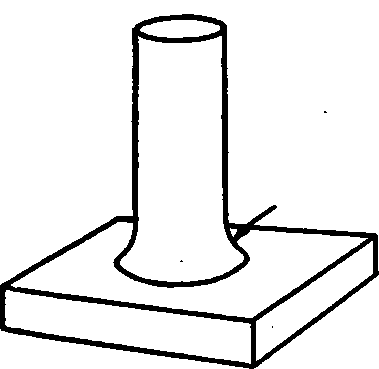
Fig. 34. Jump Weld.
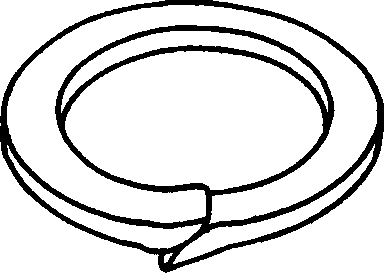
Fig. 35. Ring Weld.
Lap Weld
A lap weld, Fig. 31, is made by simply laying one piece on top of the other and hammering until they unite. Work should start at the center and proceed toward the outside in order to force out the slag; otherwise the metal will not unite. It is not necessary to round up the parts for this joint, but a better job is insured if it is done.
Cleft Weld
A cleft weld, Fig. 32, makes the strongest joint and consists in splitting one piece at the end, tapering the other piece, and slipping it into the fork of the first piece; then, by hammering the sides of the cleft together, the pieces are made to unite. The pieces should be first hammered on the ends in order to drive them tight together in the cleft, and it is good to round the sides of both pieces on the welding surfaces to allow slag to flow out.
Applications Of Smith Welding
The applications of smith welding are numerous, but a few of them will serve to give an idea of the possibilities. Scarf welds are used to form the corners of frame work made of flat bars, Fig. 33, and one piece is beveled on the end and the other on the side and the joint is made as previously described. Jump welds, Fig. 34, are also made by scarfing the pieces in the same way and welding; and rings, Fig. 35, are made by scarfing the ends of the strip and welding. To determine the length of a piece for making a ring, add the thickness of the stock to the inside diameter of the ring and multiply by 31/7. For straight pieces to be welded, add the thickness, or diameter, to the length to allow for the joint.
Butt welds are used, when joining heavy pieces - especially pieces of irregular shape that are to be upset first - and for lengthening pieces of large cross section, such as shafting. Lap welds are used for comparatively thin sections like steel tires, hoops, and plates, and sometimes for making tanks and large piping. Tubes are sometimes lengthened by swaging one part large enough to slip over the other and then lap-welding them by hammering with a mandrel inside to prevent distortion, and to give something to act as the anvil to hammer against. Cleft welds are used when welding steel to iron, as, for instance, putting hard tips on picks, attaching tool steel drills to soft shanks, etc., and for work requiring great strength of joint, such as tie-rods for bridges. Borax should not be used as a flux for this purpose, unless it has first been calcined or melted in a ladle, cooled, and powdered in order to remove all moisture from it. When making a weld between iron and steel, it is best to heat them both at once; dip the iron in sand and the steel in borax; reheat the iron white and the steel cherry red; and then weld with a heavy hammer. After they are joined, they should be reheated and then finish with a lighter hammer. Steel facing is another welding operation and consists in welding a piece of steel flatwise against the iron to give it a hard surface; it is used in making some kinds of tools.
Continue to:
My Books

