Special Problems In Punching. Punching Bole In Piece Machined To Shape
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Special Problems In Punching. Punching Bole In Piece Machined To Shape
It is occasionally necessary to punch a bole in a piece of work that has been machined to some given shape. The piece is placed on the face of the die against locating points, or in an opening in a gage plate, the opening being of the same outline as the piece of work. In Fig. 335 is shown a blank intended for a gunsight leaf; A shows the blank before the rectangular hole is punched, while B represents the leaf after punching. The hole is punched somewhat smaller than finished size, enough stock being left to work to size with broaches.
When punching work of this description, it is necessary to leave the face of the die flat; the punch is sheared as shown in Fig. 336. The piece punched from the leaf is of no value in this case; consequently, the face of the punch is beveled, and the face of the die is left flat in order that the sight leaf may be straight after punching.

Fig. 335. Gunsight Leaf Punching.
Use Of Stripper
When a die and punch are to be used for an operation similar to the one just described, it is necessary to make a stripper of a form that allows the pieces to be easily placed in position and removed. As the piece which is punched is likely to increase in width from the operation, it is advisable to have stops or a guide on one side only, in order that the piece be readily removed after the hole is made. Fig. 337 shows the die with stripper and guide attached. The stripper is raised sufficiently from the die to allow the work to be readily inserted. A gage pin is furnished for the end of the piece, to determine the position of the slot in relation to the end. On one side is a guide against which the piece rests to bring the slot into a central position, the piece being held by means of a screwdriver, a thin piece of steel, or a piece of wood.
When the size of a piece to be punched does not allow the use of a stripper attached to the die, as in the previous example, the stripper may be attached to the punch, Fig. 338. It is made in such a manner that the stripper plate, descending with the punch, comes in contact with the piece being operated on and remains stationary; between the stripper plate and the punch holder are coil springs which are compressed. The punch passes through the piece and returns, and the stripper, being forced downward by the action of the springs, forces the blank from the punch. The gage plate which is securely fastened to the die by screws and dowel pins, as shown, has an opening of the same general outline as the blank, but somewhat larger, in order that the blank may be easily put in place and removed. Punching Incomplete Holes. It is sometimes necessary to punch a hole incompletely, leaving the portion punched out attached at one end, as shown in Fig. 339. If several holes are to be made in the piece, the punches may all be attached to one holder, and all let into one die block. This method of punching is resorted to when manufacturing skates, as the portion bent down from the plate is shaped by subsequent operations to provide a bearing for the toe clamps.
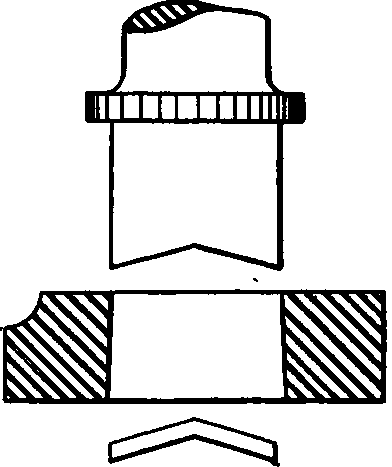
Fig. 336. Sheared Punch.
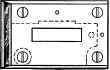

Fig. 337. Die with Stripper and Guide.
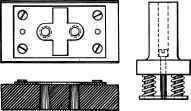
Fig. 338. Punch sod Die with Stripper Attached.
Piercing And Curling
A very satisfactory form of piercing and curling die is illustrated in Fig. 340. The various stages of the operation of punching, piercing, and curling are shown at a, b, and c. At a the punch is starting to 'pierce the sheet; 6 shows the punch having pierced the stock and starting to curl the loop; c shows the loop curled up against the sheet. If it is considered necessary, the punch may be set to go lower and curl the loop inside of itself, as shown at d; or the end of the punch may be flatted somewhat, as shown at e, and a loop formed as shown at f. This die may be made multiple, and any number of loops (within the capacity of the press) made and formed at one time; or piercing and cutting-off punches may be combined, screw holes or other holes punched, and strips of any desired length cut off, at one operation. A stripper plate, attached to either the punch or the die, should be provided to strip the work from the punch. If attached to the die, the stripper must be high enough above the face to permit of easy removal of the work from the openings of the die.

Fig. 339. Sheet Punched with Portion Removed Left Attached at One End.
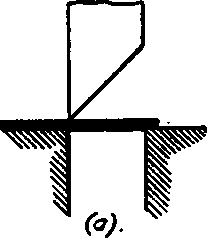
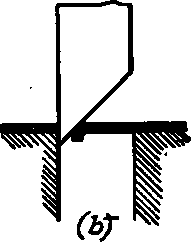
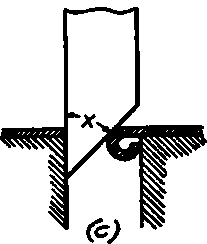
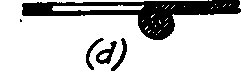
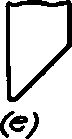

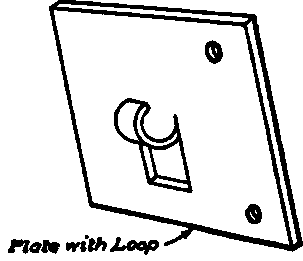
Fig. 340. Piercing and Curling Die.
Continue to:
My Books

