Intricate Coring
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Intricate Coring
Globe Valve Globe Construction
The globe valve, shown in section in Fig. 229, is a good illustration of a pattern in which, while the outside may be very simple, the inside is intricate and requires considerable practice and skill to so construct the core boxes that the core can be withdrawn from them, and at the same time give uniform thickness and strength to all parts of the shell and to the internal partitions.

Fig. 229. Section of Blow Valve.
In Fig. 230 is shown a sectional view of the body of the valve, and in Fig. 231 an illustration of the completed pattern, from which it will be seen that almost the entire work, with the exception of fitting, placing the dowel pins, and forming the two hexagonal ends, is done in the lathe. The construction is shown in the sectional illustration of the half pattern, Fig. 232. The wood for the two halves must be of sufficient length to allow for gluing at each end. In turning, the greatest care must be taken to center exactly on the parting line of the two halves.
Use Of Template
A carefully shaped template, such as is shown at a, Fig. 232, must be used in turning. This template may be made of a thin piece of wood, but for all purposes for which templates are required in pattern making, and their use is necessarily very great, sheet zinc is the best material. It is soft, and easily cut and filed, and does not dull the cutting tools so much as other metals.
Before marking out the template, that the lines may be more readily seen, it should be cleaned with a piece of emery cloth and have a dark coating of the following solution. Dissolve an ounce of sulphate of copper in about 4 ounces of water and to this add 1 teaspoonful of nitric acid. Treat the surface of the zinc with this solution, rubbing on with a piece of waste. A thin coating of copper will thus be given to the zinc - or, similarly, to steel or iron. When applied to finished surfaces they should be rubbed dry, as iron or steel will be rusted.
When the curves of the template will allow of sawing, the zinc template is easily shaped by placing a piece of zinc of the necessary size between two boards and nailing them together. The required shape having been drawn on the upper board, the whole may be sawed to the form required on the band saw or scroll saw, but preferably on the latter, with a fine-tooth narrow saw blade which will give a smoother edge to the zinc. If the boards are firm, the metal will offer no resistance whatever to the saw, nor will the saw be perceptibly dulled. For small curves, lay the zinc on a piece of hard board, and with a pair of sharp pointed dividers the zinc can be scratched half way through its thickness, then by turning it over and placing the dividers in the same center, the other side may be cut in the same way, or so nearly through that it will break off. This affords a truer and more uniform curve than can be obtained in any other way. The legs of the dividers must be stiff and firm so as to be entirely free from vibration. After cutting, the sharp edge3 of the zinc may be dressed with a fine double-cut file, or better with fine emery cloth or sandpaper rolled over a wooden holder.
The lathe should always be stopped when testing the work with the template, and great care must be taken to make the two ends of the pattern symmetrical. When the turning is nearly completed the template itself may be tested by reversing the ends. If not true, it should be filed to the proper shape.
Branches
The branch e must be turned in the same way as described for the main part of the pattern which is pared off, or planed off in a large pattern, to the exact size of the base of the branch, and when the pattern is large and heavy, one or two wood screws should be used in the tenon of the branch to assist in keeping it in place.
In all small and moderate-sized valves the flanges are hexagonal in shape, as shown in Figs. 229 and 231.
Two-Part Core
The core for a globe valve is made in two parts, and the core box for each part must be made in upper and lower halves, making four parts to the core box. This is necessary in order to allow for the removal of the core from the boxes. The internal shapes of the boxes are difficult to illustrate on paper, but if the drawings given in Figs. 233 and 234 are carefully studied in connection with the sectional views of the valve shown in Fig. 230, their shape and construction should be readily understood. Three additional illustrations of the core as made in these core boxes are shown in Figs. 235, 236, and 237.
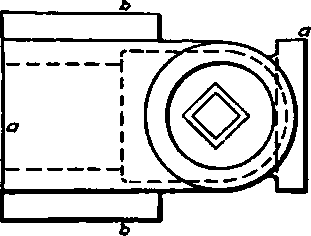


Fig. 233. Upper Iron Core-Box Details.
Forms For Baking
If the form of the core is such that there cannot be a flat side upon which to bake the core, a metal form must be provided. The drying form can either be placed on the core after that side of the core box has been removed, or it can be the core box itself. For this reason, and because of the necessary wear and fragile character of wood for boxes of this kind, this core box will be made of iron. The wooden pattern for the metal core box must then have an allowance for double shrinkage, and to avoid excessive weight, the box is made in the form shown in Figs. 233 and 234. In this form all unnecessary metal is removed, and lugs should be added to the upper part of the core box to align the two parts while ramming the core, as shown at b, Figs. 233 and 234. The lower part of this core box, as shown, is to have projections cast on at a so that this half can be used for holding the core sand during the baking process. Several drying forms are furnished the core maker, if a considerable number of castings are required.
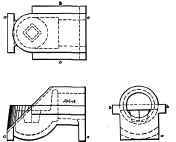
Fig. 234. Lower Iron Core-Box Details.

Fig. 235. Dry-Sand Conn before Puting Together.
Fig. 236. Sectional View of Dry-Sand Core.
Bonnet
Fig. 238 illustrates the pattern for the stuffing box and bon-. net of the valve, with core print turned on each end, which, like the main pattern of the valve, must be parted or made in two halves.
Core Box
Figs. 239 and 240 are illustrations of the core box and core for the stuffing box and bonnet. The process of building this core box is very similar to that used for the bronze bushing shown in Fig. 150. Saw the stock at a,b, c, and d. Have the total length of all parts equal the total length of the pattern. Scribe the half circles on the ends of each piece, and gouge to form required. Glue all parts together, saw for splines, and complete as before.
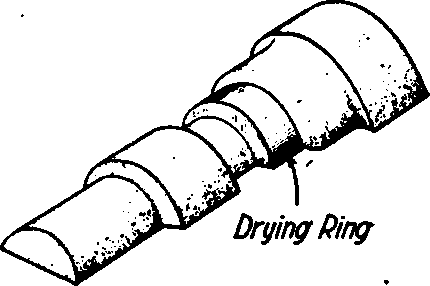
Fig. 210. Half Core of Stuffing Box with Drying Ring in Place.
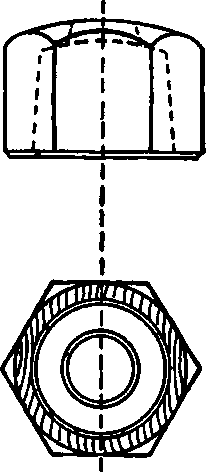
Fig. 241. Valve Stem Nut.

Fig. 242. Details of Valve and Valve Nut.
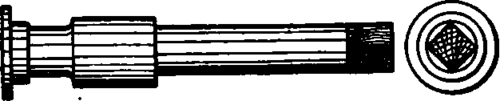
Fig. 243. Valve Spindle. (This pattern is not split).
Drying Ring
A pattern for the drying form or ring should be made to the shape shown in Fig. 239, which is to be fitted into the core box at e. After drying the core, these rings are slipped endwise toward the chamber and then can be easily removed.
Small Parts
The pattern for the nut for the bonnet is shown in Fig. 241, and those for the valve and valve nut are shown in Fig. 242. The patterns should be so made as to form their own cores, as indicated by the dotted lines in the drawing. Fig. 243 is an illus-tration of the pattern for the valve spindle.
Continue to:
My Books

