Gelatine Argentic-Bromide Emulsions And Plates. Part 4
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Gelatine Argentic-Bromide Emulsions And Plates. Part 4
After coating as described, the plate is removed from the screw eye supports and held as level as possible with the hands (see Fig. 89), the thumbs being up, so they will not come in contact with emulsion. The plate is raised to be nearly on a level with the eyes, so that the reflected light from the lantern will strike on top of it. Observe it carefully for bubbles. If these are seen, set the plate back on the screw eyes, and remove the bubbles with the rod, as previously stated. If there are no bubbles, elevate the plate so that the light will strike it on the glass side or below (Fig. 89). The transmitted light shows whether the emulsion, is evenly coated, If it appears to be too thin in one portion, the plate is gently tilted, till the emulsion runs over it. When it appears uniform, the plate is put upon the levelled marble slab to set. By the time the tenth plate has been coated, the first will have been found to have set. These are removed and set up edgewise in the drying box. By the time the first six plates have been placed in the drying box, the last lot will be set and ready to remove.
All the apparatus is cleaned with hot water after using (the filtering cloth also), and rinsed until the washing water shows no signs of milkiness.
After the tenth plate has been coated, the silver spoon and coating rod are put into the hot water vessel, Fig. 89, which cleans them.
In addition to the guide previously given for the amount of emulsion to be put upon the plate, it is advised that enough be spread to make a wet film so opaque that the flame of a ruby lamp cannot be seen through it. As a general rule, a film is more transparent when wet than when dry.
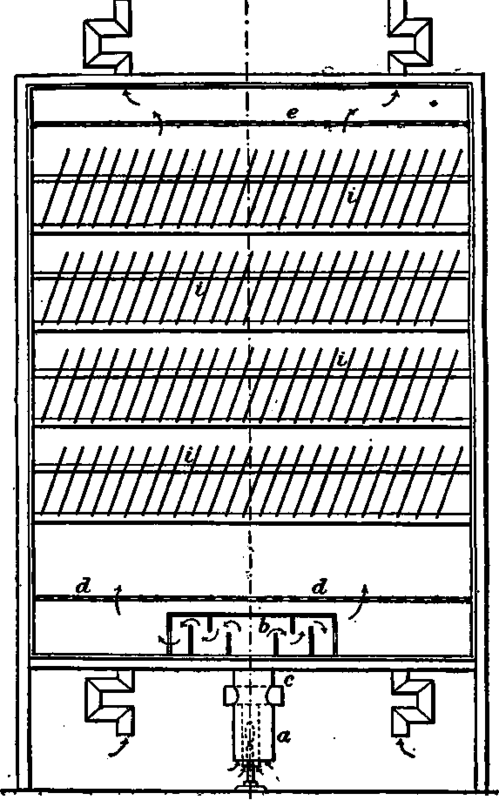
Fig. 93 is a front elevation of the drying box, with the cover removed. Fig. 94 is a sectional elevation through the line xx, showing the cover in position.
Fig. 95 represents a detail view of the drying racks.
The box may be made either of 1} in. thick pine boards, or of metal. A size capable of holding 8 dozen plates measures in its interior 37 in. wide, 48 in. high, by 10 in. deep. The box is supported on legs a suitable distance from the floor or table, but, if desired, may also be attached to a side wall. Secured to the bottom of- the box is a Russia iron pipe a (Figs. 93, 94), 4 in. diameter by 12 in. long. Inclosed within the pipe is an iron gas-pipe o, 2 in. diameter, supported therein by a T arm, which projects through each side of the Russia iron pipe, as shown, 3 in. below the bottom of the box. Within the pipe c is put the gas or kerosene lamp. The heat from the latter maintains the gas-pipe at a uniform temperature, and escapes through each arm, as indicated by the arrows. By this means no light can enter the box from the lamp. The lamp is burned very low. The temperature of the air entering the box should not exceed 90° F., and the pipe a should never get warmer than 110° F. The cool air is drawn in at the bottom of the pipe a, between it and the hot pipe c, thence ascending to the distributing box 6 (Figs.93, 94), provided with suitable deflectors, passes out from the box up through the perforated air-filtering partition d (consisting of an inch board drilled with 1/2 in. holes), and is thereby evenly distributed throughout the interior of the box. 8 in. below the top of the box is a second perforated partition e, through which the air filters and finally'escapefrby the two 4 in diameter bent exit Russia iron pipes as shown.
At the bottom of the box are two similar inlet air pipes 3 in, diameter, arranged equidistant between the outer edge and the pipe a.
In Fig. 94, f represents the door or cover of the box, which is rabbeted to fit over a projecting strip g, secured to the inside edge of the box for the purpose of making a light-tight joint. The cover f, after being pushed into place, overlaps by 2 in. the outside edges of the box, and is secured thereto by the latch hooks and eyes h, at the top and bottom.
When the cover is removed, the entire interior is exposed to view, as shown in Fig. 93.
In place of a removable cover, a vertically sliding door may be arranged, but care should be taken to prevent leakage of light. i (Figs. 93,94,95) are the coated glass plates as placed when set up to dry. The film side is down. They are supported on notched bar shelves, 1 in. wide by 1/2 in. thick, the two lower bars (Fig. 95) being separated 5 in. apart, while the upper bar k is placed but a short distance above, making it adaptable to hold small and large plates. The plates are set in the notches in the lower bars, and then slide edgewise in the notch in bar h. With this box, plates may be thoroughly dried in 20-30 bows, The room must be kept clean and the floor dampened to avoid the danger of dust settling on the damp films. After the plates are dried, they should be removed, dusted with a camel-hair brush, and carefully packed, face to face, or with mats between, in boxes, and the latter kept on edge. When it is desired to remove the cover f, Fig. 94, which should not be done until 18 hours after the plates are put in the box, the lamp should be turned out.
Every article used in making the emulsion mast be carefully cleaned after.
Fig. 93.
Flasks should be cleaned with shot and tea leaves, as well as the atone bottle. It is difficult to tell when the stone bottle is perfectly clean, hence extraordinary precautions are required-It should first be rinned out with boiling water, and then treated with shot and tea leaves, and again well rinsed.
Fig. 91.

The rapidity of the emulsion is estimated to be equal to 20 on Wernerke's sensitometer. The ferrous oxalate developer will work well with these plates, also the potash carbonate and pyro developer. The former is prepared by making saturated solutions in boiling water of iron sulphate and neutral potash oxalate. Both solutions, when cool, may be acidified with sulphuric acid. The iron solution needs but 3 drops of acid to 32 oz. of solution. The oxalate is acidified until blue litmus.
Fig. 85.
The normal developer will then con- Saturated solution potash Saturated solution iron.
In case of under-exposure and slow development, the iron solution can be safely added to the oxalate, which should always be the order of mixing, until the proportions do not exceed 1 02. of iron to 3 oz. of oxalate. To remedy over-exposure, the developer should consist of 1 dr. of iron to 3 oz. of oxalate, with one or two drops of the following solution added:
Water ........ 1 oz.
Potassium bromide .. ... 48 gr.
Should the development proceed too rapidly, more bromide should be added, 2 or 3 drops at a time. On the other hand, if it is too slow, more of the iron solution should be added, in small quantities at a time, until the desired speed is reached. This developer is particularly recommended for landscapes. For general and drop-shutter work the pyro developer known as "the Beach potash developer," gives excellent results, and allows considerable latitude in exposure. It is prepared as follows:
No. 1. - Pyro Solution.
Warm distilled or melted ice water.......... 4 oz.
Chemicallyjmre soda sulphite..4 oz.
When cooled to a temperature of 70° F., add:
Sulphurous acid .. .. 3 1/2 oz. Resublimed pyrogallol .. 1 oz.
The pyro is best dissolved by pouring the sulphite solution into the pyro bottle, and then out into a graduate, repeating the pouring until completely dissolved.
If pure, it will dissolve very rapidly. When completed, the solution should measure 9 1/2 fl. oz.
No. 2. - Potash solution is prepared with two separate solutions as follows, each ounce of the salt containing 437 gr.:
a | Water..... | 4 oz. |
Chemically pure potash | 3 oz. | |
b | Warm water..... | 3 oz. |
Chemically pure soda sul- | 2 oz. |
a and b are now combined, forming one concentrated solution.
Each ounce of No. 1 contains approximately 48 gr. of pyro, and each ounce of No. 2, 154 gr. of potash.
It will be seen that the potash solution is quite concentrated, so that a small quantity is only necessary for use in development.
A normal developer would be made up as follows:
Water.......... 2 oz.
Pyro solution (No. 1) .. 1 dr. Potash solution (No. 2) .. 30 m.
If more density is required, 1-2 dr. more of No. 1 may be added. If the development proceeds too slowly, 1-1} dr. of the potash solution may be added in small quantities at a time, until the right speed of development is Attained.
By thus varying the proportions, the developer can be made to suit either an over or an under exposed plate.
The negatives possess a brilliant, clear, bluish-gray colour. (H. London.) (See also iv., 344.)
Continue to:
My Books

