Internal Cylindrical Grinding. Part 2
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Internal Cylindrical Grinding. Part 2
Table XIV-(Continued) Selection Of Grades
Class of Work | Alundum | Crystolon | ||
Grain | Grade | Grain | Grade | |
Reamers, taps, milling cutters, etc., special machines | 46 to 60 | J to M | ............. | ............. |
Rolls (cast iron), wet | 24 to 36 | J to M | 24 to 36 | J to M |
Rolls (chilled iron), finishings | 70 | 1 1/2 to 2 Elas. | 70 to 80 | 1 1/2 to 2 Elas. |
Rolls (chilled iron), roughing | ............. | ............. | 30 to 46 | 2 to 3 Elas. |
Rubber | 30 to 50 | J to K | 30 to 50 | K to M |
Sad irons, finishing | ........... | ............. | 80 to 120 | Q to R |
Sad irons, roughing | ............. | ............. | 20 to 30 | Q to S |
Saws, gumming and sharpening | 36 to 50 | M to N | ............. | ............. |
Saws, cold cutting-off | 60 | O to Q | ............. | ............. |
Shovels, edging | 24 | Q | ............. | ............. |
Spiral springs, ends of | 16 to 20 | Q to R | ............. | ............. |
Steel (soft), cylindrical grinding | (24 comb. | L to N | ............. | ............. |
46 to 60 | L to N | ............. | ............. | |
Steel (soft), surface grinding | 24 to 36 | H to K | ............. | ............. |
Steel (hardened), cylindrical grinding | 24 comb. | K | ............. | ............. |
46 to 60 | J to L | ............. | ............. | |
Steel (hardened), surface grinding | 36 to 46 | H to K | ............. | ............. |
Steel, large castings | 12 to 20 | Q to U | ............. | ............. |
Steel, small castings | 20 to 30 | P to R | ............. | ............. |
Steel (manganese), safe work | 16 to 46 | L to P | ............. | ............. |
Steel (manganese), frogs and switches | 14 to 16 | Q toU | ............. | ............. |
Structural steel | 16 to 24 | P to R | ............. | ............. |
Stove castings | 20 to 36 | P to Q | 20 to 36 | Q to R |
Twist drills, hand grinding | 46 to 60 | M | ............. | ............. |
Twist drills, special machines | 36 to 60 | K to M | ............. | ............. |
Wagon springs, ends of | 20 to 30 | P to R | ............. | ............. |
Wire, ends of steel | 36 to 80 | Q to R | ............. | ............. |
Wrought iron | 12 to 30 | P to U | ............. | ............. |
Woodworking tools | 46 to 60 | K to M | ............. | ............. |
motion given to the spindle carrying frame, the highly speeded rotating wheel carrying spindle is itself carried about in a circle. Provisional adjustments can be made to alter the diameter of this circle to meet changes in the cylinder dimensions. When water jacketed work is being ground, means are provided for circulating water through the jacket, the grinding wheel itself in this case working dry. Suitable wheel speeds and traverse feeds are provided for the range of work the machine is designed to cover. Fig. 336 shows operation of grinding wrist-pin bearing, while Fig. 337 illustrates charging the grinding jig.
Flat Surface Grinding
Under this heading properly comes those machines designed for intensive production. These are of two distinct types. The one shown in Fig. 338 carries a wheel that approaches the work radially, while that shown in Fig. 339 uses the side of a cup-shaped wheel in contact with the work. By means of powerful wheel driving belts and rapid table traverse, these machines produce flat surfaces with an efficiency and accuracy that leaves little to be desired. The work as shown is held upon magnetic chucks and the throw of a simple switch clamps or unclamps it. In use the wheel and the work are flooded with a suitable cutting lubricant. In Fig. 340 are shown a number of gun parts finished
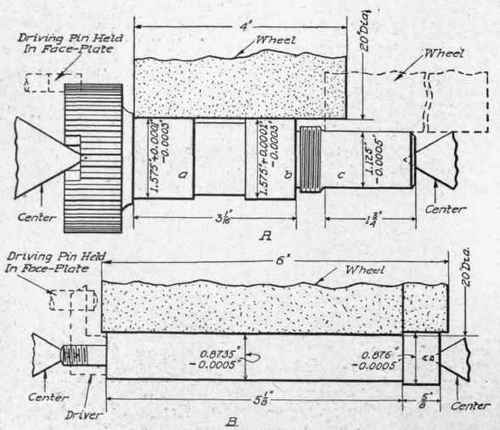
Fig. 333. Diagram of Set-Ups Shown in Figs. 331 and 332 Courtesy of "Machinery", New York City.
A
Work:-Main drive gear, 0.20 per cent carbon alloy steel, carbonized and heat-treated.
Operation:-Straight-in grinding external diameter with a Norton (vitrified) alundum combination wheel, grain 38-24, grade L; 20 inches diameter, 4-inch lace; speed, 1241 r.p.m.-6500 feet surface speed; work speed, about 100 r.p.m.--41 feet surface speed; amount removed from diameter, 0.010 inch.
Remarks:-Wide-face wheel is fed straight in on portions (a) and (b), not traversed; small end (c) is also ground in same setting by shifting wheel; production, 265 pieces in nine hours; machine used, 10 by 36 inch Norton plain grinding machine.
B
Work:-Idler gear shaft, 0.20 per cent carbon open-hearth steel, carbonized and hardened.
Operation:-Straight-in grinding two external diameters with a Norton (vitrified) alundum combination wheel, grain 38-24, grade L; 20 inches diameter, 6-inch face; speed 1241 r.p.m.-6500 feet surface speed; work speed, 100 r.p.m.-24 feet surface speed; amount removed from diameter 0.015 to 0.025 inch.
Remarks:-Wide-face wheel is fed straight in on work, not traversed; 50 pieces turned out to each truing of wheel; production, 375 pieces in nine hours; machine used, 10 by 36 inch Norton plain grinding machine.
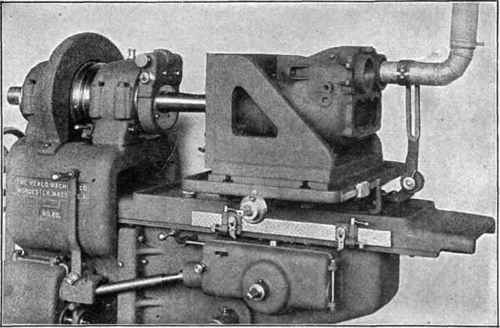
Fig. 334. Grinding Gas Engine Cylinders. View Shows Exhaust for Dust, Jig for Holding.
Cylinders, and Eccentric Wheel Spindle Courtesy of Heald Machine Company, Worcester, Massachusetts and Turning Tool at Mouth of Hole by a vertical grinder, removing .005 inch to .010 inch of stock. Table XV shows the number of pieces produced per hour.
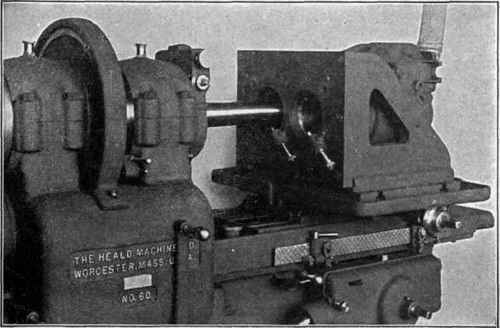
Fig. 335. Grinding Gas Engine Cylinders. Same Set-Up as Fig. 334, Showing Holding Jig.
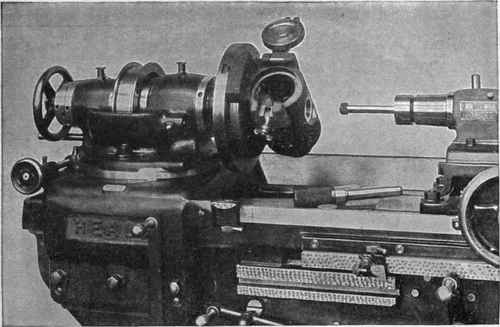
Fig. 336. Set-Up for Grinding Wrist-Pin Bearing; Grinding Time 3 Minutes per Piston Courtesy of Heald Machine Company, Worcester, Massachusetts.
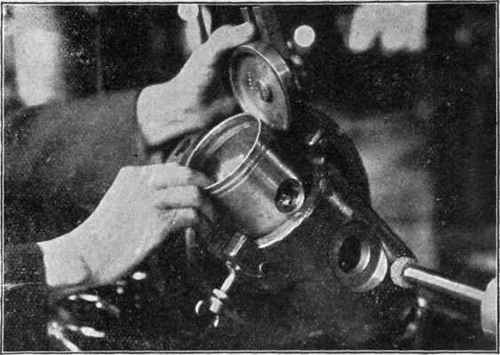
Fig. 337. Charging Grinding Jig Shown in Fig. 336.
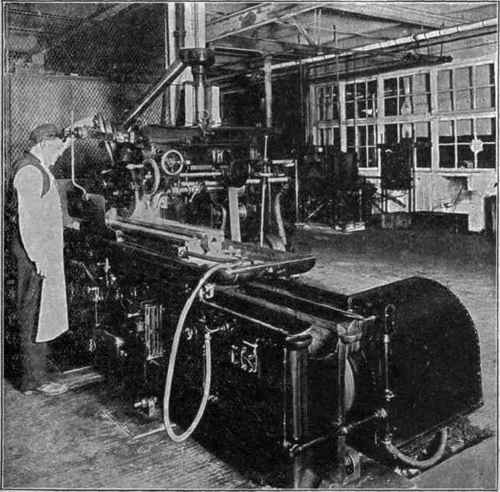
Fig. 338. Example of Flat Surface Grinding Courtesy of Norton Grinding Company, Worcester, Massachusetts.
Continue to:
My Books

