Attachment And Formation Of Columns, Arcs Of Circles And Other Ornamental Forms. Part 4
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Attachment And Formation Of Columns, Arcs Of Circles And Other Ornamental Forms. Part 4
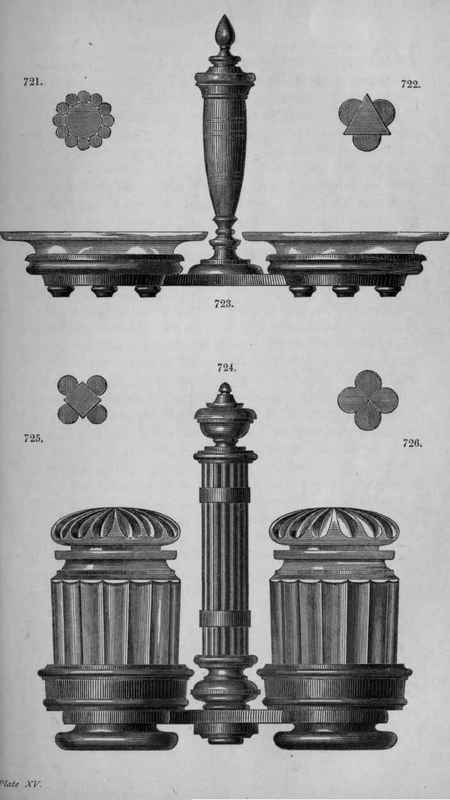
The latter form, used also for the table of fig. 731, and the plinth of fig. 747, has the margin composed of three circular arcs, the points truncated by the original circular edge, and may be made of soft or hardwood. The piece is first turned circular and surfaced, being left rather larger than its finished diameter, after which the edge is divided and marked with three equidistant lines; it is then reversed, reduced to thickness, the under side surfaced and a small central aperture turned partially through it. Upon a small scale the under surface may be turned with the work held within a wood plain chuck or spring chuck; the edge and upper surface of larger pieces having been turned upon the screw worm chuck, or held by a narrow portion reduced to enter a plain metal chuck, the under surface and aperture may be turned with the work glued down, or more conveniently, held by its edges upon a surface chuck, such as fig. 288. The work is then again reversed and mounted on a wood surface chuck, in which a pin fitting the central aperture is inserted on the diametrical line, at such a distance from the center of the chuck as will place the centers of the circles forming the arcs in the axis of the mandrel. The work is held down by clamps bearing upon its face and by screws passing through the holes made to receive the pins for the uprights; and it is shifted round upon the pivot to the three positions, at which the lines previously marked upon its edge coincide with a diametrical line marked upon the face of the chuck.
The dimensions of the arcs being struck on the face of the work with a pencil, each is cut completely through, rather within the pencil lines, with a fine parting tool, as described in reducing a piece of plankwood to the circle, page 274; whether the material be of softwood plankways, or of hardwood or ivory, the lengthway of the grain. The parting tool is followed by a right side tool or flat tool, held horizontally and advanced straight forward from the surface of the work to that of the chuck, the tee of the hand rest always parallel with the face of the work. The corner of the tool enlarging the arc to its finished size, turning it smooth and square to the surface. The chisel is used upon softwood, the blade held quite horizontally and cutting by the acute corner of the edge. From the intermittent cutting, all the tools require holding firmly, and advancing gently and exactly, both to turn the edge square to the surface, and to avoid splintering the external corners, an accident the more likely to occur at those where the work leaves the tool; and to recover which blemishes, the piece was originally left rather larger than the finished diameter. The edges of the curves may also be turned into steps or as a moulding, more easily with the tool cutting straight through from the surface than sideways; and the three arcs completed, the work is finally chucked to run true by its center, that the narrow portions of the original edge may be turned down to the diameter, and to agree with the profile of the arcs, which should also obliterate any splintering that may have occurred at the corners.
707.
708.
Plate XI1I.
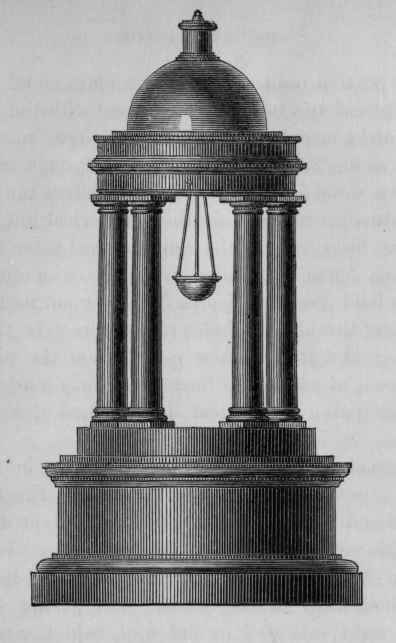
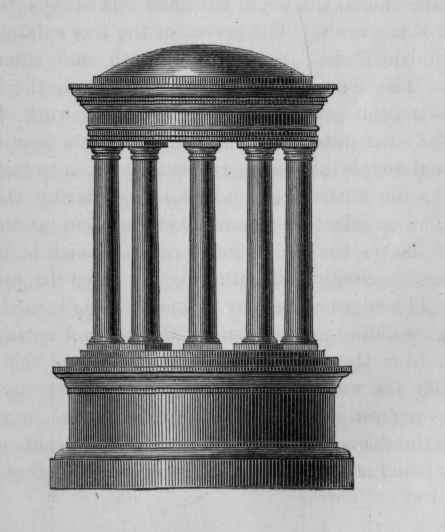
The Temples, figs. 707 and 708, eleven and nine inches high including their pedestals, are constructed in hardwood or ivory, the first of four and the last of three main pieces, exclusive of the six and eight columns and the pedestals. The entablature and flat dome of fig. 708, would be of two pieces screwed together, which afford one example of a double fitting. The material selected for the entablature may be solid or a hollow. The former, has a narrow width considerably reduced to enter a plain chuck, and the latter, has its aperture turned true and the end surfaced, to mount it on the fillet of a plain wood chuck, the lower face of the finished form in either being that fitted to the chucks. The exterior roughly reduced to shape, the end is surfaced and the interior hollowed, leaving the work a ring, nearly the finished lower internal diameter throughout, or else for only a part of its depth, as may be more convenient to the mode of chucking adopted.
The end of the aperture of the ring, shown by the half section, fig. 709, is then enlarged to a depth suitable to the thickness of the dome, and cut with an internal screw for its attachment; the external face, and the narrow internal annular surface at the bottom of the screw, being also both turned perfectly flat under the guidance of a steel square. The work is then reversed and re-chucked upon a plain wood chuck cut with a corresponding external screw, the true upper face of the work and the true shoulder of the chuck in close contact. Should the internal cylinder not have been carried completely through the work at its first chucking, its length is now continued; and the edge of the external form being then reduced, as nearly as the internal to its finished diameter, the resulting annular surface is bisected with a circular line and marked across by the division plate and index for the positions of the holes for the columns. These are then bored or turned as plain fittings, or turned and cut with internal screws, the work carried on a surface chuck; after which, the work again chucked by the screw, the pierced annular surface, the external and internal form, and the mouldings of the entablature are correctly finished.
The piece for the dome, also first mounted in a plain metal chuck, has a portion at the end reduced in diameter and cut with an external screw to fit that within the entablature. This is made rather too long, but with its end surface and shoulder perfectly flat. The length is then cautiously reduced by turning upon the end surface, repeatedly trying the screw in its place, until the end surface and that of its shoulder, both bear equally upon the two corresponding surfaces at either end of the internal screw; when, the surface fittings of the two pieces show no gap or interval viewed either from within or without. The double fitting shown by the section, fig. 711, is sometimes preferable ; in this the upper end of the internal screw is turned away to form a true cylindrical recess in the face of the ring, the external screw then makes the joint by its flat end surface and the cylindrical edge of its shoulder.
The joint completed, the flat concave of the under side of the dome is hollowed and finished, leaving a margin rather wider than that sufficient for the shoulder of the internal screw, so as to show a narrow soffit within the entablature; the edge being turned to a bead or moulding. The piece is then released from the chuck, reversed and mounted within a plain wood chuck cut with a corresponding internal screw, the two annular surfaces of the work and chuck in close contact, to turn the external curvature to the outline of a flat circular arc. The entablature, dome, and cupola of fig. 707 would be fitted together as three pieces; the plinth, the first piece in either temple immediately below the square bases of the columns, pierced with holes to receive their pins, being fitted into a recess turned in the face of the pedestal. The columns are turned after the same manner as those of fig. 687; they may be formed from single pieces previously planed square, but it is generally more convenient to place separate square pieces, pierced with central holes, upon the pins of the columns for the abacus and base. The mode of turning either is given in the last chapter, while it should be mentioned, that upon works of this character which pretend to some architectural proportion, all the mouldings but especially those which have to be exactly repeated upon the columns, are more accurately produced by the moulding tools mentioned page 298, than by any other means. The columns may be retained in their places by plain fittings both above and below; the best construction has the upper pins screwed into the entablature, the lower being plain fittings bored and cut with internal screws, to receive short turned screws passing into them from beneath the plinth or floor of the temple, both ends thus clamping the added square portions.
Fig. 709. Fig. 710. Fig. 711.



Plate XIV.
The complete works may be made entirely of one material, or the enrichments may be added in some other wood, or in ivory. In the latter case the dome, frieze, the shafts of the columns, the plinth and the dado or central portion of the pedestal, would be of one material, while the cornice and perhaps architrave of the entablature, the capitals and bases of the columns, and the cornice and plinth of the pedestal would be of the other. The entablature and the pedestal would then be each made of three or four portions screwed or fitted together, and the complete capitals and bases of the columns would be carried on the pins at either end of the shafts. When ivory is employed it is in the form of rings for economy, attached by plain fittings or cut with internal screws, either being finally secured by a small quantity of ivory cement. The rings cut off from within or without pieces of ivory in the course of their preparation, page 317, being thus available for many specimens of plain turning.
Continue to:
My Books

