Patents. Part 21
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Patents. Part 21
When the hole is completed the socket and drill f g, are removed from the crocs piece e c, and the screw tap, shown separately at i, is inserted into the same hole, and the threads of c e, and i, being alike in diameter and pitch c c, serves to guide the tap very truly into the hole previously made. By introducing different saddle-pieces of wood, that lie between the strap a, and the pipe, and by using smaller drills and screw taps of the same thread, the same apparatus may be made available for smaller pipes; it is very efficient for its intended purpose, and a decided improvement on former methods. The principal part of the tap i, is left with the thread entire to serve for the guidance, and the end alone is tapered and cut with several notches almost as a conical countersink, and which fully suffice for tapping the thin metal of the pipe. - See also text, page 553.
Fig. 1014.

Notes BD - BE - BF-BO - BH and BI - To follow the text, pages
564 to 567. On Drills and During Bits used in Lathes and Boring Machines. Six tools of this class have come to the author's knowledge since the foregoing pages were printed, they will bo now figured and described by way of appendix to the text. Three of these tools are intended to maintain their several diameters unaltered, the other three admit of adjustment for size within certain limits. To the best of the authors belief, they are all quite separate and independent inventions applied to one nearly common purpose
Note BD. - To follow the text, pages 564 to 567. (Mr. Collas's lathe drill.) A lathe drill described as the invention of Mr. Collas, of Paris, Engineer, is figured in page 171, of the Engineers' and Machinists' Assistant, Glasgow, 1846. The instrument for greater perspicuity is here represented in perspective in fig. 1015. This drill is turned as a cylinder, and perforated to the extent of three or four diameters, with a hole of about one-tenth of the exterior size. Exactly one-third the cylindrical end is removed, so as to form a longitudinal incision extending to the center and having radial sides; the extremity of the drill is ground somewhat as in the half round bit fig. 507, page 565, to make the one edge cut; behind the angular part a further portion is reduced to the diametrical line, and the remainder is either cylindrical or square, and terminates in a center for the popit head.
Fig. 1015.

The work having been chucked in the lathe, and a shallow recess turned out to admit the end of the bit, the latter bores the hole in the solid metal to any depth that may be required; as the core or the small portion opposite the central hole extends up the drill shaft, (which it is considered to guide,) and the core breaks off in small pieces as the drill progresses into the solid metal.
The ordinary half-round bits, fig. 507, may also be employed for boring holes in the solid metal, but which is not their common application, and when exactly semicircular they remove the whole of the metal not leaving a core, but as usually ground they leave the bottom of the hole as a very obtuse cone; to make the bottom of the hole quite flat, the half-round bits may be ground square across on the cutting side, and bevelled on the opposite to clear the bottom. But the nearly rectangular edges of the half-round and similar bits, require more power and work less freely, in drilling holes in fibrous metals, than the ordinary fluted drills fig. 478, page 548, and are more troublesome to enter.
The author considers the central hole in Mr. Collas's drill not to be required for the purpose of guiding it, which office is performed by its exterior surface, and he sees no reason why the cutting edge should not, as in the half-round bit, proceed beyond the center and remove the whole material, as in making a flat-bottomed hole, in this case the central pin left by Mr. Collas's drill requires after removal.
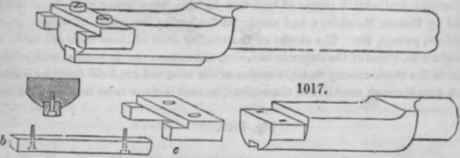
Note BE. - To follow the text, pages 564 to 567. (C. Holtzapffel's boring hit with changeable cutters, derived from the half-round bit.) This was contrived for boring holes in models of guns, howitzers, and mortars, to avoid the expense of the many long boring bits required in making a series of these models.
The stock is constructed as shown entire in fig. 1016, and detached in fig. 1017. The end of the stock is turned cylindrical, and has a notch across the extremity extending below the diametrical lino, and also a longitudinal groove on the under side. The notch receives the cutter c, which embraces the flattened edges of the stock, and is held by two small screws, the groove receives the bearing piece b which is fixed by two other screws, that are countersunk.
The outer parts of c, and b, are turned to the cylindrical form and hardened, the cutting angle c, being allowed to be always more prominent than the two other parte.
One stock was thus made to serve for various diameters from 1/8 of an inch to 1 3/16, 32 to 1.169,) another for rises between 1 1/4 inch to 13/8. (or 1.297 to 1.66,) so as between them to answer for boring models of the entire series of Ordnance employed by the British Government, when constructed on the scale of one-sixth their true sixes.
for drilling the preparatory holes below 567 diameter, the system of three tools described in the first paragraph, page 567, was employed, so as to ensure the exact centrality and straightness of the bore , and in forming the curved chambers in the various models, different cutters with tail screws, were inserted in a hole tapped in the axis of a long boring bar, also used in the lathe. The entire scheme was quite successful, and is perhaps the smallest example of, (virtually,) half-rouud bits with loose cutters.
Figs. 1016.
Note BF. - To follow the text, pages 664 to 567. (The Cornish bit with loose cutters,)
Continue to:
My Books

