Doors And Framings. Part 3
Description
This section is from the book "Modern Buildings, Their Planning, Construction And Equipment Vol2", by G. A. T. Middleton. Also available from Amazon: Modern Buildings.
Doors And Framings. Part 3
The simplest form of this kind is the four-panel square sunk door. This means a door having a framework consisting of two styles, top, bottom, and middle or lock-rails and two muntings, all with square edges and filled in with four plain panels. Fig. 121 shows a four-panel door in elevation, plan, and section.
Fig. 122 shows the same door with the various stages of putting together, which will apply, with slight variations, to most kinds of doors. The top munting is stub-tenoned into the top and middle rails, and the bottom munting into the middle and bottom rails; the rails are tenoned into the styles (see Fig. 123), the top rail with one, and the bottom and middle Usually with two single tenons each. When a mortise lock is to be fitted to a door double tenons are used for jointing the lockrail to the styles, as shown in Fig. 123, the sum of the width of the tenons being equally to one-third of the width of the rail. The inside edges of both styles and top and bottom rails are ploughed to receive panels, as are also both edges of the middle rail and the muntings. A short piece of wood is ploughed with the same iron to be used as a " Mullet" - for "Mullet-ing" or gauging the panels to the correct thickness previous to fitting them into the door. The rails and muntings are put together first, - in high-class work these would be fox-tenoned, - the panels are then inserted, and the styles knocked on and wedged, glue being used to all mortise and tenon joints. In the case of polished hard-work doors the rails should always be fox-tenoned so as to avoid disfiguring the outer edges of styles by having the ends of tenons showing.

Fig. 121.
Fig. 124 shows a six-panel door of an ornamental character. The posts are connected to the head by a hammer-headed tenon joint, and the transom is tenoned" and wedged into the posts. The curved canopy over the doorway is supported upon rough curved ribs built up in sections, and bolted together as shown in the section AB. The curved mouldings are built up of short lengths dowelled together. Panel Mouldings. - Doors may be moulded in several ways, and the style of moulding and methods of fixing same depend largely upon the size and thickness of door, the wood of which it is made, and the position it occupies in a building, whether prominent or obscure. The most simple of all mouldings is that known as Bead and Butt, in which a bead is worked upon two opposite edges of the panels parallel with the grain, as shown in Fig. 125, the ends of the beads merely butting up against the rails when the panels are fixed. A slight addition to this pattern is made by returning the bead across the top and bottom of panels, and the door is then known as Bead and Flush, the way of executing this pattern being to work the beads on the framing of the door, and fit the panels up to them, as shown at A and B, Fig. 126. This method of working the mouldings on the framing - or in workshop parlance having the moulding "stuck" - is frequently adopted in preference to framing up square, and fixing separate mouldings afterwards, as shown at C. Sometimes the bead is worked upon two sides of the panel, as shown at D, Fig. 126, and a separate bead is planted on to the remaining sides. In this latter case the mouldings are said to be "planted " on.

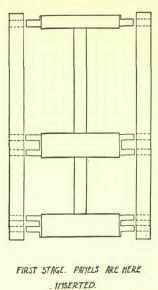

Fig. 122.

Fig. 123.
Panels must not be fitted "home" to the bottom of the groove. They may be so lengthways, but in the width an allowance equal to 1/8 of an inch per foot should be made, as dampness may cause swelling to this extent. They should also not be glued into the grooves. Wide panels are much less liable to warp if glued up in several narrow widths than if composed of single pieces. Mouldings, when planted, should not be glued to the panels, but should be bradded to the framing, so that the panel is free to move; and in order that they may bind closely to the panels the back edge should be slightly undershot, as shown at A in Fig. 127.
As brad holes should not be made in hard wood where polished, the device is adopted for fixing mouldings which is shown at B. Here a small groove is made by the side of the panel groove in the frame, the moulding being fitted in and glued to the panel in this case, as the panel may shrink and carry the moulding with it without showing an open space.

Fig. 124.
This is only necessary along the panels, as across the ends the moulding may be fitted against the framing, sprung into place when the side pieces are fixed, and secured by dowels.


Fig. 125.
An effective moulding, and one largely used in hardwood doors and doors in prominent positions, is that known as "Bolection." This moulding projects beyond the face of the framing, and is rebated over the edge, as shown at C in Fig. 127. This is known as Single bolection, where a door is so moulded on one side, and sunk moulded on the other side. Such a moulding is fixed to the panels, the proper method being by means of screws in slots put in from the back, these being hidden by the moulding on the other side. When this moulding is put to both sides of a door it is known as Double bolection moulded, one method of accomplishing this being shown at D in Fig. 127. The moulding is cut in one piece for both sides, tongued into the frame and grooved for panels, to which in this case it is not necessarily fixed. If fixed to each side separately one side is first slot screwed as described, and the other then dowelled to the panel. The mitres should be screwed together or grooved and tongued. In Figs. 125, 126, and 127 are also shown the several methods of forming panels. Ordinary mouldings, especially at the mitres, often furnish many points of lodgment for dust, and in hospitals and places where dust is liable to convey infection special mouldings and panels having rounded corners are designed so as to be easily cleaned. The adoption of hard woods in the construction of doors is becoming more general, especially in the case of built-up doors, where pine is used as a foundation, covered with some selected hard wood. In some cases the covering is more than ordinary veneer, and can hardly be classed as such in the general acceptation of that term. An excellent example of this construction is shown in Fig. 128, where the "core" is made in strips of pine with the grain reversed and dried with two hundred degrees of heat, the hard-wood facing being welded to the core by immense pressure. These doors are made by the Gilmour Door Company Ltd., who guarantee them against showing any defects.
Continue to:
My Books

