Simple Cylinder Moulding
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Simple Cylinder Moulding
In the moulding of a simple cylinder like that shown in Fig. 72, the casting is made with a shrink-head as shown by the dotted lines at a. This is to receive the dirt and washings from the mould. Loam moulds yield a greater amount of such impurities than dry or green sand. They rise to the top and the shrink-head is cut off from the finished casting, leaving sound and solid metal beneath. This form of cylinder with internal flanges is a common and simple job. The mould is formed of two parts ; the core and the cope; each is swept on the same principle as the loam cores. It is first necessary to obtain a strong circular plate upon which the whole structure is to be built. This plate for a cylinder 40 inches in diameter and 60 inches long should be at.least 2 inches thick. It should not be less than 60 inches in diameter and be provided with 4 projecting lugs to which the hoisting tackle may be attached. It is first placed upon a solid blocking and leveled. Through the hole in the center a spindle is run, similar to that shown in Fig. 67. This spindle should be held at the top as well as the bottom, and rise at least 2 feet above what is to be the top of the mould. It will then clear the cap and hoisting bar.
Fig. 73 shows a section of a loam mould constructed for the casting of a cylinder like that of Fig. 72. The spindle a is shown with its step b. The base ring c supports the whole mould. The first thing to be done is to cast the base ring c, the cope ring d, the core ring e and the cap ring f. All of these rings may be made in open sand moulds. As already noted, the base ring c must be large enough and heavy enough to carry the whole weight of the mould, when slings are attached to its lugs g g. The cope ring d must be of the same outside diameter as the base ring. Its inside diameter, however, should be about 2 inches larger than that of the finished cylinder. It must be strong enough to carry the cope. Lugs are also cast on the outer edge by which the cope may be lifted. The core ring e is simpler and may be lighter. It has to carry the overhang of the core. The cap-plate or ring f is cast with bars projecting downward from the under side. These serve the same purpose as the bars of an ordinary cope.

Fig. 72.
Loam moulds of the character about to he descrilied are built up of common red brick. They are set in a mortal composed of mod made from the scrapings of the foundry floor, and are smeared on the mould side with loam.
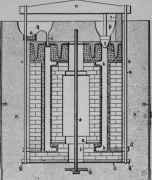
Fig. 73..
The first thing to be done in the case under consideration is to set the base plate firmly on the floor or blocks and central with the spindle. On this lay a ring formed of two courses of bricks. Set them as closely together as possible and have the spaces between them well filled with the mortar. The first sweep to be fastened to the spindle may be a plain board like that of Fig. 8T. The outer edge c Fig. 67.swings on a radius equal to that of the cylinder to he made. Over the first layer of brick spread a layer of loam about .1 inch thick at the outer side. Sleek this off and finish. Before proceeding it must be dried. This may be done by hanging a charcoal fire in a basket over it. On this lay the core plate d Fig.73. The bricks should be carefully laid and stand off about an inch from the outer end of the sweep. After the bricks are laid the loam is to be rubbed on and swept off to the proper radius with the board. This first coating of loam will have to be partially dried by hanging a charcoal fire in front of it. The finishing coat or Skinning loam is then applied. Skinning loam is the ordinary loam thinned with water. After the cope has been built up to the parting line A B and partially dried it is ready for the blacking. Flat brushes should always be used for this work, as tiny spread it more evenly than either a round brush or a swab. The blacking should be laid on to a thickness of about 1/16 inch. Spread the blacking carefully and do not sleek. Where sleeking is done on the convex surface of a cope the skin of the loam is easily loosened and will be likely to scab.
Alter the cope has bean finished marks are made on it and on the base, so that it can be replaced in the same position in which it was built. It may then be lifted off and sent to the oven for drying.
The next operation is the building up of the core. The first sweep used resembles that of Fig. 67 ; the second has an undercut on the outer end to form the flange A as shown in Fig. 74. Carry out the coating of loam on top of the base bricks and sweep smooth with the board of Fig. 67. Cover it with a layer of skinning loam. Let it harden and then throw on a sprinkling of parting sand. Change the sweep and use the one shown in Fig. 7-t. The flange beneath the core must be formed with sand. Use old Band and some that is well sifted and tempered. Tempering is the term applied to the cutting up and dampening of the sand, when it is being prepared for the use of the moulder. Pack the sand in by hand and sweep it off. Dampen it and sleek it down until it clears the sweep. Then finish it off with skinning loam. This surface must now be prepared to give an impression to the core. This can be done by swabbing off the surface with coal oil and sprinkling on some parting sand before it has dried.
The sweep used for the flange is now removed and an overhung one as shown in Fig. 75, put in its place. While working near the bottom of the core the overhanging piece a had best be stayed by a supplementary connection to the spindle like the bar b at the top. This is to be removed when the brick work has risen to that height. First lay up the brick work at i Fig. 73, until it has risen about 1 inch above the top of the sand flange h. Lay on the loam as the work progresses. Put the core plate e in position. This plate should have pin projections on the lower side to steady it. Proceed with the laying of the brick of the core in exactly the same manner as that pursued with the cope. Let the brickwork stand about an inch inside the sweep a of Fig. 75. Cover it with loam and finish in the same way as in the case of the cope. A fourth sweep must be added to sweep the upper flange k Fig. 73. The cope and core both end at the parting line A B. When finished and before drying, the sand forming the false flange h must be removed. Above this the mould may be of dry sand carried on the cap f. In this cap a series of holes l are.cored through which the metal is poured. When the core is finished it is lifted by the base-plate c and carried to the oven.
Sometimes, in the case of cores too large to be placed in the oven, the drying is done by means of charcoal fires.
After the loam work has been dried, a pit is dug in the floor for casting. It should be deep so that the ladle can be conveniently worked above the mould. Ram a level bed in the bottom of the pit to receive the base plate and lower the whole mould into position. As the outward pressure of the iron upon the cope is very great, it must be sustained in some way for the brickwork alone would have insufficient strength. The best way is to surround the mould by a boiler plate curb m m. and ram the intervening space n n with sand. If a curb cannot be obtained the pit may be dug out to the solid earth and rammed. The garb is the better method.

Fig. 74.
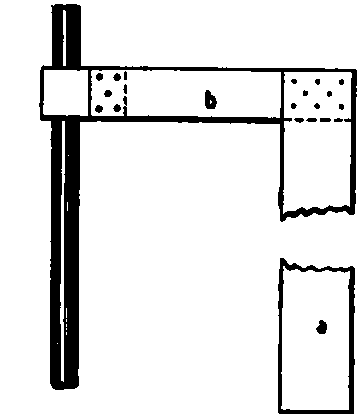
Fig. 75.
After lowering the mould into the pit the covering above the cover plate is made of sand. In this there is a riser p and a pouring basin q. It is well to protect the bottom of the latter with a core o, so as to prevent sand from being washed into the mould. When everything is in position it is well to clamp all parte together by placing a wedge r between the supporting bar and the cover plate. This puts a tension on the suspension rods s and holds all the parting surfaces in close contact.
The hole between the shrink head and the riser should be plugged with a weight t. This plug is to be kept in position until the iron touches it, when it should be instantly raised. The object of keeping the plug in and the riser closed is to put an air pressure on the mould. Such a pressure serves to bind all of the parts together. This course is, however, not always followed. Sonic moulders prefer to leave all risers open. It is well, when pouring to have a small lire of shavings in the core. The object is to rarify the air and heat the parts.
The principal precautions to be taken in loam moulding of this sort are: to have the loam well dried before pouring; to provide suitable shrink-heads and risers for the reception of the impurities that may arise ; to have the brickwork well supported by sand rammed about the outside; to ram the sand harder near the bottom than at the top for it has to sustain the greater pressure at the former point; and to be sure that all dimensions of the mould are accurate.
In case of very large castings the moulds are frequently built in the pit and dried in position by charcoal fires.
Continue to:
My Books

