Tools For Production Of Flatiron. Part 2
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Tools For Production Of Flatiron. Part 2
Pressure Plate
The pressure plate b, Fig. 2, is machine drilled in the same manner as the base, using the same jigs and fixtures where possible, even if necessary to design and make different holding fixtures and stops.
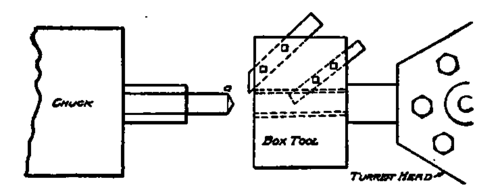
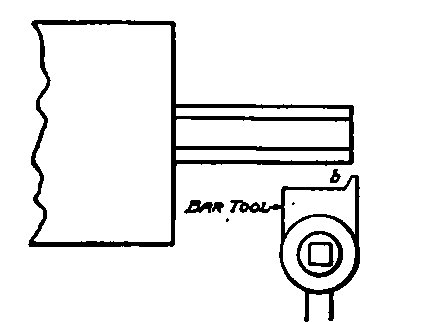
Fig. 4. Set-Up for Turning Special Bolts.
Turning Special Bolt
The pressure bolt e, Fig. 2, being what is termed special, we have to design tools for it. These bolts can be made on the automatic screw machine, or on a hand-screw machine, but in either case the hex rod should be turned to the screw size, 5/16 inch, starting from the end as shown at a, Fig. 4, and not with a crossbar tool as at fc, Fig. 4; the reason being that the corners of the hex rod striking the bar tool would cause the rod to jump and chatter. Also, it is difficult to maintain uniform diameters when using a crossbar tool, due to the spring of the rod. Forming Flatiron Handle Bracket. The handle bracket d, Fig. 2, is of sheet steel; the machining method in vogue before the advent of the punch and die was to clamp a number of flat rectangular pieces together, and, with a formed milling cutter, to mill the pieces on one edge, then on the other, and finally to drill the holes. Types of Dies. We now use punches and dies, described later, and the aim of the designer should be to complete as much of the work in one stroke as is practicable. In Figs. 16,18,19, 21, and 22 are shown five different types of dies, any one of which would successfully produce the bracket. If the plain type of blanking die shown in Fig. 16 were to be used, it would produce a blank as at a, Fig. 5, and it would mean that the bracket would have to go through another operation for piercing the holes.
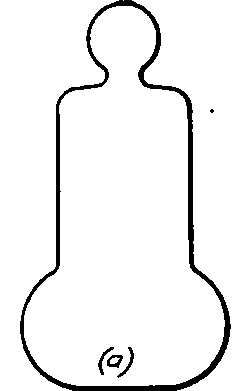
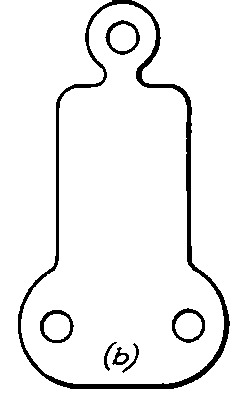
Fig. 5. Types of Blanks for Handle Bracket.
The punch and die, Fig. 18, sometimes called a follow die, also a pierce and blank, and a combination die, would produce a blank at each stroke as shown at b, Fig. 5. The objection found in using a combination punch and die is that the holes are pierced in one part of the strip of steel, then, when the strip is moved along until the pierced holes are directly over the blanking die, in which position the blank is punched out, errors creep in, due to the strip stock not lying level on the surface of the die, and resulting in the holes being improperly located in the blank.

Fig. 6. Handle Bracket Shown in Three Stages of Development.
The subpress die shown at Fig. 21 is used only for accurate work, due to its initial high cost.
To produce our bracket, we will select the punch and die shown in Fig. 22 - which, by the way, is really two punches - for the following reasons: By referring to d, Fig. 2, we note that the bracket is formed L-shape, with a rib between the two holes bb. This rib will change the original center distance between the holes bb, therefore, it is best to pierce these holes after forming. The other advantages in using this type of die are that, instead of punching out the blank, as is the case with any other type of die, the surrounding stock is punched away, leaving the blank on the strip, Figs. 6 and 23, and a blank drops, completed, at each stroke of the press. This subject will be treated at length under Punches and Dies.
Essential Reasoning
The student must study and become thoroughly conversant with each type of punch and die in order to follow out the following line of reasoning when designing tools for any article:
(1) The plain blanking punch and die of the type shown in Fig. 16 should not be used, for it means several additional operations to complete the blank, also the tying up of several presses.
(2) Neither the combination, Fig, 18, nor the subpress, Fig. 21, should be used, because trouble will be experienced in maintaining the proper center distance between the holes bb in forming the bracket. Also the blank would drop from the die only blanked and pierced, which would mean additional operations and presses to complete the forming operations.
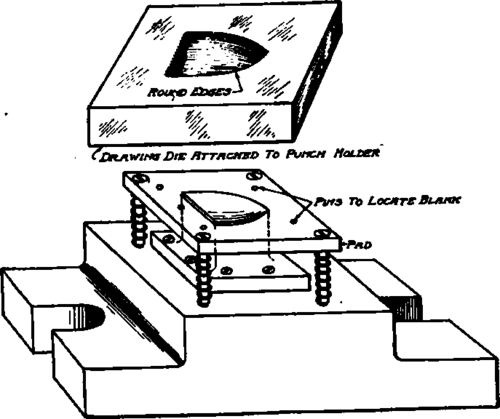
Fig. 7. Drawing Punch and Die for Flatiron Top.
(3) The punch and die, Figs. 22 and 23, are selected because it requires but one operator and one press, and a complete bracket is produced every stroke as the result of progressive operation. This type of die, however, can only be used where a variation of 0.005 to 0.010 inch is allowable. It could properly be called combination, for it blanks, pierces, forms, and cuts off.
Pressing Flatiron Top
The flatiron top c, Fig. 2, is of sheet steel, and to produce it requires blanking, drawing, redrawing, trimming, and forming dies. To produce an irregular cup-shaped blank is one of the most difficult feats in punch-and-die work.
Continue to:
My Books

