Geometrical Solids
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Geometrical Solids
The majority of these forms admit of production in the lathe by plain turning. The five regular or platonic solids, contained by the surface of the sphere, so named from their possessing equal faces, sides and angles and from their intimate angular relations to each other, are offered as examples. Their construction from prisms, readily attained in the saw machine, together with that of other forms met with in crystallography, has been given in extenso, in the second volume; their construction in the lathe by plain turning, also allows them to be used as envelopes for other forms or for lesser copies of themselves, like the sphere in the late examples. Little special apparatus is required, but therefore the more exact manipulation.
The measurements upon the surface of the sphere, for the 4. 6. 8. 12 and 20 centers for turning the faces of the tetrahedron, hexahedron, octahedron, dodecahedron, and icosahedron respectively, are determined from the axis of the mandrel, and from the circumference whose plane passes through the center of the sphere, at right angles to that axis. On every sphere which it is intended to convert into a regular solid, such a circumference is first traced in pencil, with a view to its division as may be required, by the division plate, and for obtaining the other measurements. It is also assumed that in every case a circle is described on paper, with radius equal to that of the sphere about to be treated; two diameters, A. B. representing the axis, and C. D. the plane of the circumference just mentioned, being drawn in the circle at right angles to one another.
For the tetrahedron or pyramid of three sides, the point e, is marked at 19½ degrees* from C, fig. 585. the line e f, drawn parallel to the circumference C. D. and the figure completed; the centers for three faces are upon the line e f, and that of the remaining face at B. in the mandrel axis. To set out these four centers upon the work, the sphere is placed in the plain chuck with the grain running in the direction A. B., the circumference C. D. is found from the edge of the chuck, as previously described, and accurately marked with a pencil line; a center is then turned with a point tool at B, and the sphere reversed in the chuck with C D. again running true. The distance e, C. as given by the drawing, is marked on the sphere, the circle e f, is struck upon it with a pencil line, and this circle is divided into three equal parts by the division plate.
The sphere is then chucked in fig. 562, with B. central, in order that the first face may be turned across the grain; and the material of the sphere is next reduced to the face of the figure with ordinary hand turning tools, but leaving a cylindrical pin at the center B. The height of this pin is first measured from the drawing, rather within its length and fixed on a turning square, which serves for the first rough turning. The exact height, taken from the drawing, the diameter of the pin as left by the tool, and the curve at the end, part of the original surface of the sphere, are then carefully cut out as a notch in a thin sheet metal template, similar to fig. 578, but with the two parallel sides left considerably wider, and flat and true as to their ends; this second gage serving when completing the turning, that in every case the sufficient, and exactly similar quantity, may be subsequently ascertained in like manner, in turning every face to the depth and to a true plane. The face surrounding the pin at B. is turned flat under the guidance of a steel straight edge laid across it; after which, the material just turned away is replaced by a hardwood filling piece, indicated in section by the shaded part, fig. 586. Which precautions are requisite, for the adjustment and security of the work in the chuck when turning the remaining faces, and also to prevent the tool during their formation, from splintering the edges of those already completed. The filling piece being turned flat and fitted to the pin, its exterior is turned, in its place or separately, to the exact radius of the sphere; the curve being obtained from a thin template, fig. 587, previously turned to the exact diameter. It is then detached from the sphere, that the central pin at B may be cut off, and the space it occupied made co-incident with the surface, which, when uniform is polished. The filling piece is then re-attached to the completed face by thin glue or cement, and the work replaced in the chuck, with the center which has been marked for one of the remaining faces, revolving truly in the mandrel axis, in the position lately occupied by B. Should the solid be turned in ivory, the wooden filling pieces may be attached directly to its surfaces, as the ivory may be subsequently immersed in water for their separation; but when turned in wood, a piece of thin paper is interposed between the slightly glued surfaces, that they may be afterwards detached without damage.
* Mathematically 19° 28' 17".
Fig. 585. Fig. 586. Fig. 587.
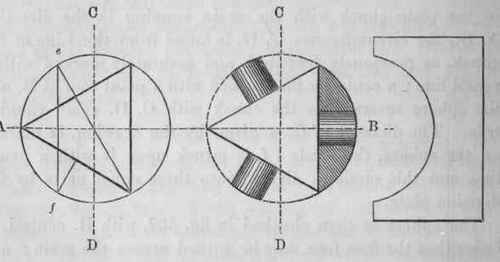
The second face of fig. 586, is treated precisely as the first, but as its grain is nearly lengthwise, and as it meets and cuts the first at an acute angle, forming the straight line common to the two faces, the management of the turning tools requires increased care to avoid accident, particularly to the extreme corners of the first face, which are but slightly supported by the filling piece. The third face turned in the same manner, meets and forms edges with both the first and second, and the fourth face with all the three preceding; this last terminates the figure and requires no filling piece, the pin turned upon it serving only to measure the depth from the surface.
Fig. 588. Fig. 589. Fig. 590.
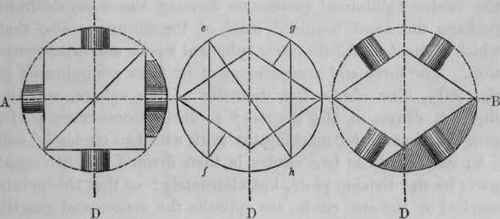
The hexahedron or cube fig. 588, has two of its centers in the axial line A. B, and the others upon the circumference C. D, divided into four by the division plate. The cube may be turned from the sphere after the same manner, but the filling pieces are only required to hold the work in the chuck, after the removal of the pins, and may be made as rings shaped on the outer surface to the curve of the sphere. The rectangular form of the solid affords the edges of the faces complete support, and they do not splinter, provided the two faces across the grain at A. and B. are turned first. The cube for ordinary ornamental purposes may be turned by several different methods of chucking, some of which are referred to in the last chapter
Continue to:
My Books

