Upright Chucks
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Upright Chucks
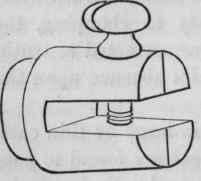
Rectangular and other pieces, the edges at angles to the principal planes of the work, and projections or recesses upon these edges, are turned with the work fixed against upright chucks; generally species of surface chucks, in which the face or the piece holding the work is no longer at right angles to the axis of the mandrel, but either parallel with it, or at the appropriate angle required. The Upright chucks used for turning small rectangular and other objects in wood and ivory, and sometimes for light works in metal, are very generally made from the plain boxwood chucks; the material of which has sufficient elasticity and does not indent nor damage the work. Fig. 318, has a long diametrical gap closed by a thumb screw, and is an enlarged copy of one of the small screw head chucks used by the watchmaker; the surface is marked with a diametrical line at right angles to the gap and the work is adjusted in position by the fingers; the width of the opening may be contracted, by inserting loose plates of wood or even cardboard when one chuck serves for many thicknesses of work.
Fig. 318.
319.
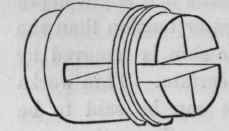
Fig. 320.

The chuck is rendered more elastic, when the lower end of the gap is enlarged, as in fig. 769; but this sacrifices a portion of its solidity, nevertheless such chucks are very suitable to some light works. Fig. 319, is more convenient from being closed by a ring, as in the ordinary spring chucks, which thus avoids the obstruction caused by the screw and allows greater variety in the form of the work. From the absence of the screw this chuck would be selected to turn or bore the two end surfaces of the half of a ring, the one end of which would project through the side of the chuck, when the other is adjusted to the center for turning. Shorter arcs, such as those in which one end surface is radial for attachment, and the other end surface at right angles to it, that a pair may form the gothic arch, or others, in which both end surfaces of each piece of the arc are turned or bored at an angle, to combine in a polygonal instead of a circular form, cubes, squares and flat pieces, are among the objects also held by this chuck.
Upright wood chucks have the advantage of being easily made to meet the requirements of particular works as they arise. The sides of the notch are formed by two saw cuts, made through lines marked parallel with diametrical lines, struck on the surface and sides of the chuck, they are afterwards finished flat and to the width with a file; the relative and individual truth of the side and bottom surfaces of the gap are more readily attained, if during their formation the chuck be mounted on a square stem, provided with a copy of the mandrel nose, which stem may be held in the vice. The ring upon fig. 319, may also be provided with a screw, as in fig. 270, or replaced by the clamp, fig. 756, and the permanency of all these chucks is much increased by the addition of a brass flange, as in fig. 260.
If the one jaw of fig. 318, be entirely removed, the remaining surface and the central screw, will represent the wood upright chuck, shown by fig. 320; this chuck is used for turning portions of the edges of pieces that either cannot be readily admitted, or that are too large for the gap of the former. The work is received and moved round upon a central pivot or screw, placed exactly upon the axial line marked on the chuck ; and it is fixed to the surface after each successive change of position, by screws and clamps placed around a part of its margin, or passing through some part of the work into the surface of the chuck. The arrangement is equivalent to an ordinary wood surface chuck revolving upon its edge; its surface parallel with the axis of the lathe, but sufficiently removed from it, to allow for different thicknesses in the work. Thin parallel pieces are placed between the surface of the chuck and the work, to raise the center or any other line upon the edge of the latter, exactly to the axis of the mandrel; as for turning the flat face of a square or polygon, or for sinking and screwing recesses for the attachment of arms or ornaments, as in some of the more elaborate examples of plain turning. Another variety of chuck used for these purposes, figs. 753 - 755, together with its application, is described in the last chapter.
When the recess or part to be turned, stands at an angle to the face or edge of the work, the surface of the chuck has to be inclined to the axis of the mandrel at the appropriate angle; the work being fixed to the surface in the same manner as before. Packing to raise the work is not then always necessary. The entire surface of the chuck, indicated by the diagram fig. 321, stands at an angle to the axis of the wooden cylinder from which it is formed, and the work may therefore be fixed higher or lower upon the sloping face, so as to place any point upon either its edge or surface, axial. The exact position is readily found after the work has been lightly clamped in about its neighbourhood, by then shifting the work upon the surface of the chuck, until the center of the portion to be turned is adjusted to the point of the popit head. The position of the central pivot or screw upon the sloping face of the chuck, necessary for turning a series of apertures at an angle around one common center, is determined after the work has been adjusted in the manner just described; a mark is then made through the main axis of the work on the face of the chuck, this determines the position of the hole for the pivot in the one direction, the other direction, being the diametrical line of the chuck. The upright chuck with sloping face may be made at all angles from 90° downwards; but in some cases when the required inclination is small, the chuck may be dispensed with, by using inclined packing upon the ordinary surface chuck.
Fig. 321.
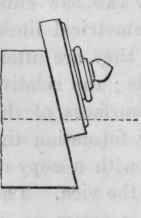
Fig. 322.

Fig. 323.

Similar forms in metal are turned by means of analogous appliances, which are usually of cast iron, temporarily bolted down to the surface chuck. The Rectangular vice, fig. 322, is employed to carry small pieces of various thicknesses, placed either parallel with, or perpendicular to the face of the surface chuck. The angle in the upright side serves for prisms and other solids, and both sides may thus receive any formation required to enable them to hold particular shapes ; sometimes one half only is used, its vertical face is then pierced with holes or slots for the bolts and clamps to fix the work. The upright face is inclined, as in fig. 323, to carry work at an angle. The work may occupy any position upon the upright block, and this may be bolted down towards the center or the margin of the chuck according to circumstances, and by these methods many flat, rectangular, and other works in metal may be turned upon their sides and edges with considerable facility. The rectangular fixing blocks or tables used by the engineer for turning large work, are cast of all dimensions with both faces full of square holes, tapped holes, or slots; these also are employed either singly or in pairs and are fixed with the bolts and nuts in common use with the surface chuck; a counterpoise is very generally required with all the above chucks.
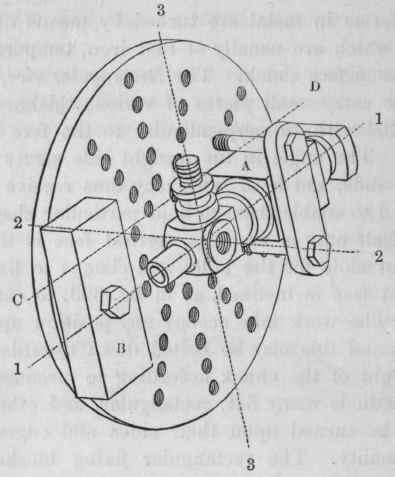
Compound forms that contain portions turned from two or more faces, may be mounted and turned upon the surface chuck by a fixing piece A. fig. 324; frequently, with greater convenience and accuracy than by chucking the work upon its different axes between centers, upon double screw chucks or otherwise; the comparative truth and facility of the different methods, largely determining the particular mode of chucking selected.
The square fixing block A. has a central screw, a copy of the nose of the mandrel, to carry the work, and provided this screw be exactly parallel with the sides of the block, it carries any of the chucks at right angles to their ordinary position. The work may thus be commenced upon the mandrel, and all the turned portions upon the axis 1. - 1. completed in the ordinary manner; the chuck being then placed upon the fixing block and the latter clamped on the surface plate, plain surfaces, cavities, screws and projections may be turned upon the sides. The relative angles of the work, agreeing with those of the guide block, the three axes 1 - 1. 2 - 2. 3 - 3. will necessarily be at right angles to each other if the block be cubical; this shape, or any other arrangement can be given to the plain sides of the block with comparative facility and thence transferred to the work; which latter, would be far more difficult to shape had the measures to be derived from its own small irregular or curvilinear surfaces. Similar square, hexagonal and other blocks, may be employed on the surface chuck in wood and ivoiy turning, for the production of corresponding pieces used for plinths and other purposes; and the fixing piece A., in common with some other methods of chucking previously referred to, also serves for the exact repetition of several copies. The precise replacement of the chucking piece when used with the latter object, may be ensured by stops, while one or more slips, also fixed to the surface chuck on the line C. D. or in other positions, will ensure its rectilinear adjustment.
Fig. 324
The work will possess the same degree of perfection as the guide, provided the depth to which the tool is allowed to cut, be alike upon every face of the solid. This may be readily ascertained by the turning square fig. 427, or by a template or gage cut from a piece of sheet metal, measuring the distance from the face of the work being turned to that of the surface chuck. The flatness of each surface turned as also the unbroken sharpness of its angles, is rather more difficult of attainment, for a great portion of the cutting being intermittent the corners are liable to splinter unless the tool be both exactly presented and rigidly held, which somewhat interferes with freedom of manipulation. Very many such forms in wood and metal however, may be successfully accomplished by hand turning; the surfaces that are across the grain in the former, being turned prior to those with the grain, but these and others presenting greater difficulties, or of large size, are all turned with ease and precision, when the tool is placed under the mechanical guidance of the slide rest.
Continue to:
My Books

