Button
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Button
A fastening for various parts of dress. Buttons may be divided into two general classes, - those with shanks, or loops of metal, for the purpose of attaching them to garments, and those without shanks; and each class is manufactured from a great variety of materials, and by a variety of methods. Of buttons with shanks the greater number are composed of metal, although glass and mother of pearl are also employed for the purpose. Metal buttons are formed in two different ways, the blanks or bases of the buttons being either cast in a mould, or stamped out of a sheet of metal; the former method is generally employed for making white metal buttons, and the latter for plated and gilt buttons. To cast buttons, a great number of impressions of the pattern of the button are taken in sand, and in the centre of each impression is inserted a shank, the ends of which project a little above the surface of the sand, and fused metal is poured over the mould. When cool, the buttons are taken from the moulds, and after being cleansed from sand by brushing, are placed in lathes, the edges are turned, the face and back smoothed, and the projecting part of the shank also turned.
The buttons are then polished by rubbing the faces upon a board spread with rotten stone of different degrees of fineness, and afterwards by being held against a revolving board covered with leather, upon which is spread a very fine powder of the same materials; finally, they are arranged on a sieve or grating of wire, and immersed in a boiling solution of granulated tin and cream of tartar, by which means their surfaces become covered with a thin layer or wash of the metal, which improves their whiteness without injuring their polish. The blanks of plated buttons are cut by a fly-press out of copper plate, coated on one side with silver. They are then annealed in a furnace, and afterwards stamped by the descent of a weight, as in a pile-driving machine, the die being fixed in the lower surface of the weight. The soldering of the shank is performed on each button separately, by the flame of a lamp and a blow-pipe: the edges of plain buttons are next filed smooth in a lathe, and the buttons are afterwards boiled in a solution of cream of tartar and silver; they are then placed in a lathe, and the backs brushed, and afterwards burnished with blood-stone. The metal used for gilt buttons is an alloy of copper and zinc.
This metal is rolled out into sheets, and the blanks stamped out, which are then planished if intended for plain buttons, but if for figured buttons, the impression is now given. The shanks are next attached, which is effected as follows: each blank is furnished with a pair of small spring tweezers, which hold the shank down upon it on the proper place, and a small quantity of solder and resin is applied to each. They are then exposed upon an iron plate to a heat sufficient to melt the solder, by which the shank becomes fixed to the button; and whilst still warm they are plunged into nitric acid, to remove the oxide formed on the surface by the heat employed in soldering the shanks. They are then placed in a lathe, the edges rounded, and the surfaces rough burnished, which renders them ready for gilding. Five grains of gold are fixed by Act of Parliament as the least quantity to be employed in gilding a gross of buttons of 1 inch in diameter. An amalgam is formed of gold and mercury, and the buttons are placed in an earthen vessel along with the amalgam, together with as much aquafortis as will moisten the whole, and the mixture is stirred with a brush until the buttons are completely whitened.
To dissipate the quicksilver the buttons are shaken in an iron pan, placed over a fire, until the quicksilver begins to melt, when they are thrown into a felt cap and stirred with a brush, to spread the amalgam equally over their surfaces; after which, they are returned to the pan, and the mercury volatilized completely by the increased heat, leaving the gold evenly spread in a thin film over the surface of the buttons; they are then burnished in a lathe, which completes the operation. The better sort of buttons undergo the gilding process twice or thrice, and are distinguished accordingly as "double " or "treble gilt." Glass buttons are formed of glass compressed, while in the fluid state, in moulds, in which the shank is inserted, and when the glass becomes cold, the shank is firmly retained in its place. In mother-of-pearl buttons the method of inserting the shank is extremely ingenious: a hole is drilled at the back and undercut, that is, larger at the bottom than at top, and the shank being driven in by a steady stroke, its extremity expands; on striking against the bottom of the hole, it becomes firmly rivetted into the button, forming a kind of dove-tail joint.
Buttons without shanks are of two kinds; the first are simply discs of horn, bone, wood, or other material, with four holes drilled through the face, for the purpose of sewing them to the garment. Horn buttons of this description are made from cow-hoofs by pressing them into heated moulds. The hoofs having been boiled in water until they are soft, are first cut into plates of the requisite thickness, and after into squares of the size of the diameter of the button, and afterwards reduced to an octagonal form by cutting off the corners. They are then dyed black by immersing them in a cauldron of logwood and copperas mixed. A quantity of moulds somewhat resembling bullet moulds, and each furnished with a number of steel dies, are then heated a little above the point of boiling water, and one of the octagonal pieces of horn is placed between each pair of dies, and the mould being shut is compressed in a small screw press, and in a few minutes, the horn becoming softened by the heat, receives the impression of the die, after which the edges are clipped off by shears, and then rounded in a lathe.
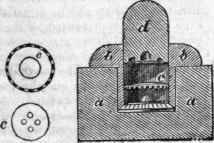
The holes in buttons of this description are drilled by means of a lathe, represented in the annexed engraving.
Four spindles, of which two only a a can be seen, are supported in bearings at h, and by the centre points c c are made to revolve with great velocity by means of two bands d d passing over pulleys e e fixed upon each of the spindles, each band driving two spindles, and receiving motion from a wheel worked by a treadle. At the end of each of the spindles a, is a hook uniting them to four other spindles f f by similar hooks at one end, the other end of the spindles passing through four small holes in the plate g, and the projecting points being formed into small drills. The button is placed in a concave rest h, and pushed forward against the drills by a piece of wood. The standard g can be exchanged for another with holes more or less apart, and the rest h can be set at any height to suit different sized buttons. As the spindle holes in the plate g are nearer together than the holes in the standard b, the spindles f f converge; the hooks in the spindles are therefore necessary to form a universal joint. The second description of buttons without shanks consists of thin discs of wood or bone called moulds, covered with silk, cloth, or other similar materials.
The bone for the moulds is made from refuse chips of bone sawn into thin flakes, and brought into a circular form by two operations, illustrated by the accompanying engraving. On one end of the spindle a, which revolves in bearings at b b, is screwed a tool c, and on the other are two collars d d, between which a forked lever e embraces the shaft, the fulcrum of which is at f. The spindle a is put in rapid motion by a band g passing over the pulley h, and over a band wheel worked by a treadle; and the workman, holding the material i for the mould in his right hand, against a piece of wood k firmly held down in the iron standard l by two screws, by means of the lever held in his left hand, he advances the tool c against the material i of the mould; the central pin of the tool drills a hole through the centre of the intended mould, whilst the other two points describe a deep circle cutting half through the thickness of the material, and the flat surface is cut smooth by the intermediate parts of the tool.
The tool is then drawn back a little by the lever e, and the material shifted to bring a fresh portion of the surface opposite the tool, and when as many moulds as the plate of the material will afford, are thus half cut through, the other side is presented to the tool, and the central point of it being inserted in the hole made in the first part of the operation, the other two teeth cut another deep circle exactly opposite the former one through the remaining substance of the material, and the mould is left sticking on the tool; by drawing back the lever e the tool recedes, and the mould, meeting a fixed iron plate, is pushed off the tool, and falls into a small box m. Covered buttons having come into very general use, various improvements nave been introduced in the manufacture of them, and patents for this purpose have been granted to various parties, as Sanders, Needham, Aingworth, Church, and others. The following is Mr. Sanders' method of making covered buttons: a piece of the material with which the mould is to be covered is cut of a circular shape, somewhat larger than the intended button; upon this is placed a disc of card of the exact size of the button, and next a disc of paper coated with an adhesive composition, Which will become soft and sticky by heat; o o and upon these is laid a button mould e having four holes, through which threads or strings have been passed to form the flexible shank.
These circular discs being put together, are then laid over a cylindrical hole in a metal block a; this hole being exactly the size of the intended button, and the covering of the button being larger than the hole, when the discs are pushed down into the hole, the material of the covering will wrinkle up on the edges round the other discs. The tube b b is then introduced into the cylindrical hole, and its lower edge being bevilled inwards, will, as it is pressed down, gather the plates of the cloth on the edge of the button; towards the centre is a metal ring or collar c, having teeth round its edge; somewhat like a crown saw is now passed down the tube b, and driven with considerable force by the punch d, and the block a having been previously heated, the adhesive matter will be softened, and cause the several discs to stick together, which, when taken out and become cold, will be very firm and retain its shape.


Continue to:
My Books

