Parallel Drawing Device. Typical Deep-Draw Work
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Parallel Drawing Device. Typical Deep-Draw Work
When the pattern, like the spur gear illustrated in Fig. 302, has considerable depth of draw d, there is liability of one end of the draw board being lifted ahead of the other, which will cant the pattern and loosen the sand between the teeth of the pattern, making it impossible to obtain a perfect casting. With the parallel device shown, the draw will be perfectly true and very delicate molds can be made. It is not intended that patterns mounted in this manner should compete for accuracy with an all metal stripping-plate machine, but its ease of handling and roll over suggests its use for many castings frequently mounted on the stripping-plate machine.
Spur-Gear Pattern
The gear pattern is to be made of mahogany - the stock glued to obtain the required dimensions, and having the grain parallel to the axis. Band saw nearly to diameter, bore a 1-inch hole through it at the center, and turn on an arbor. In the assembly, Fig. 303, the length d shall be the sum of the face of the gear and thickness of the stripping plate. Have the teeth cut in a gear cutter. This is the same machine used to cut the teeth of metal gears, and commercial gear cutters generally have one of their machines adapted to this work. The spindle upon which the milling cutter is mounted is run at a speed that will insure smooth work, and a single cutter, called a fly cutter, is fitted to the spindle in place of the milling cutter.
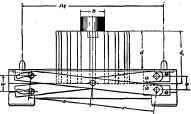
Fig. 303. Elevation of Spur Gear and Draw Plata.
Stripping Plate And Draw Board
The stock for the stripping plate and draw board may be prepared while waiting for the gear pattern. These are to be made of glued stock, splined and cleated the same as in connection with the flange coupling. While not shown, a cope plate shall be made which will be similar to the cope plate for the flange coupling illustrated in Fig. 298. This should be made along with the drag machine. At A, in Fig. 304, bore 5/8-inch holes through both the stripping plate and the draw board. Mount the stripping plate on a faceplate. using care to have the center of the stripping plate and lathe concentric, and turn a hole with a diameter equal to the bottom of the gear teeth; also chuck a recess for the brass wear plate if one is used. Machines have been made without this brass plate, but better results can be obtained with it. It may be cut from sheet brass or a casting may be used.
Metal Parts
If a brass plate is used on the stripping plate, the projections which extend into the tooth space should be carefully filed to pass over the pattern easily. Mark the stripping plate to this form and jig-saw it. After fastening the brass plate with several flat-head wooden screws, the hole is to be trimmed so that the pattern will not bind.
The metal pattern maker or a machinist can furnish the metal parts, or if necessary tools are at hand, the pattern maker will not find much difficulty in making them. The flask pins, however, should be machine turned all over and made duplicate, for, in case of breaking, the labor of replacing will be very much lessened if the pin can be replaced without changing the alignment of the pattern.
Parallel Device
For the side arms of the parallel device, Fig. 306, the stock should be black iron, 1 1/2 inches long by 1/4 inch, and the length 1 or 2 inches less than the length of the draw board. Make a full-size layout of the motion of the parallel device as illustrated in Fig. 305. The radius r and the dimension s must be the same.

Fig. 305. Layout for Side Arm of Parallel Motion Device.
Side Arms
From points a, e, and q, project vertical lines aj and qb. Make all straight lines with a knife point. With f for a center, scribe arc blop with radius k, which is the sum of r and s. Locate above f the point g with dimension w, and point j with dimension d+1/8 inch. Dimension w is as in Fig. 303, and the 1/8 inch added to d is to insure drawing the pattern clear of the mold. Point i is to be located approximately 2/3 of d above g. These points g, i, and j are to be projected on vertical line ln. Through the intersections of these horizontal projections with arc b p at o and p, lay out radial lines centering at f, and extend these lines to intersect line ln at m and n.
Project points b, c, and d to the plan of the side arm, and transfer dimensions t and u to intersect these lines, giving three points upon which to lay out a curve which will be the center line of the slot. Lay out these centers on one piece of stock, and, clamping the four pieces together, drill out at one time. The hole at e will be for a 5/16-inch rivet, and the holes drilled to form the slot at q will be the same diameter as a No, 16 screw. These screws over which the slot slides should be round-head, No. 16 wire, and about 2 1/2 inches long.
Cross Rods
The rods v, Pig. 306, which connect the opposite sides are to be 5/8 inch in diameter, and the ends are to be filed to a square, and a 15/32-inch hole drilled at a, Fig. 305, will be filed square to fit these squared ends. Two side arms are to be riveted together at e, Fig. 305, reversing the slots, as shown in Fig. 306, and the 5/8-inch rods riveted to one pair of side arms; the other pair will be riveted after passing the rods through the stripping plate and draw board.

Fig. 306. Details of Parallel Motion Device.
Short pieces of flat iron, of the same section as the side arms, are furnished with a 5/8-inch hole at center, and a hole near each end countersunk for a flat-head wood screw, as illustrated in Fig. 306.
Assembly
Assemble the device on the wooden plates. Fasten the bearing plates in the correct location, and, having the draw board and stripping plate held tightly together, insert the roundhead screws in the slots. Try the lift of the draw board. Fig. 307, and, if not equal to d+1/8 inch, lengthen the slot to obtain this dimension. All parts should have three or four coats of a shellac finish before assembly. Fasten the pattern to the draw board with, three or four wooden screws. The flask pins should be located to fit the flask-pin gage, as illustrated in Fig. 303. The mold board for the cope mold should have a 1-inch hole at its center to receive the dowel of the cope core print and a hole for marking the location of the sprue.
Horn-Sprue Gate
The horn-sprue gate should be made of hard wood or metal and should be furnished by the pattern maker. The dimensions should be suggested by the molder, and the dimensions of the flask used should be selected so as to provide room for this gate. The gate should be round in section, and gradually taper from the parting of the flask to the pattern. The inner and outer sides should be true circles so that it can be drawn out endwise. A steel pin is to be fitted in each end of the gate pattern and a hole drilled in the stripping plate and pattern to locate the gate. The sprue in the cope mold must be located so as to match the gate in the drag.
Continue to:
My Books

