Printing
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Printing
Printing (abbreviated from imprinting, from Lat. imprimere, to press in or on), the art of producing in a pigment reversed copies of characters engraved upon types, stamps, or plates. The essential feature is that the copy is produced in some color by means of pressure. Printing is applied to various ornamental purposes, such as the production of calicoes, technically called "prints," wall paper, and some kinds of carpets (see Calico Printing, Cae-pet, and Paper Hangings), but more especially to the production of books and engravings. There are three methods of printing: 1, lithography, in which the lines and characters are drawn upon stone with a kind of oily ink or crayon, to which printers' ink will adhere while it is repelled from the moistened surface of the stone, and is transferred by the pressure of a roller or scraper to the paper (see Lithography); 2, copperplate printing, in which the lines and characters are cut into a plate, which being filled with ink, and the surface of the plate wiped clean, the color is taken up on the paper, also by the pressure of a roller (see Engraving); 3, letterpress printing or typography, which alone will be treated in this article, in which the characters, whether upon separate types or on a plate, are raised above the surface, or rather all except the characters is cut away, leaving them standing in relief. - Printing was probably practised by the Chinese as early as the 6th century, but does not appear to have come into general use until the 10th.- In 932 two ministers of the emperor presented a memorial that the " Nine Classics," which had hitherto existed only in manuscripts, should be revised and printed; this was done, and in about 20 years copies were in circulation; and by the end of the 13th century most of the literature of former ages had been printed.
Since that time the printed literature has become very voluminous, single collections often containing several thousand volumes. In the original Chinese method, which is still the most usual, a written sheet of paper is laid face downward upon a board of hard wood, to the smooth surface of which the ink is transferred, and then all except the inked lines is cut away, as in our process of wood engraving, leaving the letters, or rather words, in relief. The Chinese characters are composed mainly of a combination of simple lines, usually straight or slightly curved or hooked, which greatly facilitates the process of cutting. Each plate forms a page. In printing from this page the workman applies the ink with a soft brush, then lays the sheet of paper upon the plate, and passes another soft brush over the back, thus giving the impression. Usually only one side of the sheet is printed, the other being left blank. Two pages are commonly printed at once, divided by a line down the middle, upon which line they are folded back to back, and fastened together so that the folded edge is in front, the single edges being included in the binding.
Books thus prepared, dating as far back as the Sung dynasty (960-1279), are still extant. Movable types of various kinds have been used in China, and they have of late been introduced to a considerable extent by the missionaries; but the immense number of separate characters required makes their manipulation very difficult, and the system of block printing described is still the prevailing one. (See China, vol. iv., p. 483.) Printing was probably introduced from China into Japan at a very early date, the general methods being the same; but within a recent period an alphabetical syllabary of 48 characters has been formed, by the use of which movable types are much more available than in Chinese. - Block printing, essentially after the Chinese method, was practised in Italy, Spain, and Sicily, for designs on fabrics of silk and cotton, which were printed in ink, as early as the last ten years of the 12th century. This method was also used in the production of playing cards, and somewhere near the beginning of the 15th, century for illustrated manuals of devotion, each page containing a picture and a few lines of reading, all engraved upon a single block.
One of the earliest specimens of this kind bears the date of 1423. The most notable " block book " known is the so-called Biblia Pauperum, a small folio of 40 leaves, which existed in many manuscripts from about the year 1300, and is supposed by some to have been engraved and printed as early as 1400; but other and probably better authorities place the date at not earlier than 1430, a few years before the European invention of movable types, which form the essential feature of modern typography. Practically, the art of printing waited for the development of the manufacture of paper, which, according to Hallam, was not a staple of commerce before the close of the 14th century. There is still some question as to the time when, the place where, and the persons by whom movable types were invented and brought into practical use. The honor rests between Laurens Coster of Haarlem (died about 1440), Johann Gutenberg of Mentz (died about 1468), Johann Faust or Fust of Mentz (died about 1466), and Peter Schoffer, the son-in-law of Faust (died about 1502). Dutch authorities have generally held that Coster was the real inventor, and that Gutenberg, one of his workmen, stole the invention, and claimed it as his own.
They place the date of the invention in 1423, and in July, 1823, the fourth centennial of the event was celebrated at Haarlem with great pomp, and a monument to Coster was erected in the Haarlem wood. But Van der Linde, in the J' Haarlem Legend of the Invention of Printing" (London, 1871), endeavors to prove that Coster was a tallow chandler and innkeeper; that printing was not done in Haarlem before 1483; and that Jacob Bellaert was the first printer there, and his types were made by Gerard Leen. German authorities regard Gutenberg as the real inventor. According to them, he practised the art at Strasburg as early as 1436, and in 1438 had there movable types, a press, and all necessary appliances for printing. In 1450 he entered at Mentz into partnership with Faust, a wealthy citizen, who supplied the requisite capital; but the partnership being dissolved in 1455, Faust obtained possession of most of the -material, and carried on the business by himself, and subsequently in partnership with Schoffer. Gutenberg also appears to have carried on the business of a printer until about 1465. As he never affixed his name to the colophons of his early books, there is still doubt as to how many were actually printed by him.
In 1456 he completed the printing of the Bible in Latin, a folio volume of 637 leaves, printed on vellum, with types imitating manuscript in form, and illuminated by hand. The work must certainly have occupied several years, and so have been mainly executed while Faust was in partnership with Gutenberg. The art was conducted at Mentz, with the utmost precautions against the divulging of the secret, till 1462, when, the city being besieged by Count Adolphus of Nassau, the printing houses were broken up, and the printers scattered themselves into various countries. The art was first practised in Italy in 1465, at Subiaco in the Roman territory, and in Rome about four years after, the date of the first Roman book being given by Panzer in 1470. It was introduced into Paris, Milan, and Venice in 1469; into England, at Westminster, probably in 1474, by Caxton,; into Barcelona, Spain, in 1475, and into various other cities of Europe about the same time. In 1500, it is said, there were about 200 printing offices in Europe. The first printing press in America was set up in Mexico in 1536; then followed Lima, 1586; Cambridge, Mass., 1639; New London, Conn., 1709; Charleston, S. C, 1730; and Newport, R. I., 1732. The first press west of the Alleghanies was at Cincinnati, in 1793; the first west of the Mississippi at St. Louis, in 1808. - The art of printing comprises two distinct parts, which are usually but not always carried on in the same establishment. "Composition" consists in arranging the types in proper order into words and pages. "-Press work" is the taking of impressions from the types or from casts of pages made from the types.
Technically the workmen who arrange the types are styled "compositors;" those who take the impressions, "pressmen;" but both are called printers. In small offices, where hand presses are used, the same workman executes both kinds of work; in larger offices only one. Types are small bars of metal, with the letter in relief upon one end. They are all cast of a uniform height, the standard, both in Europe and America, being 92/100 of an inch. They are of different sizes, each having a distinctive name, arbitrarily given, and differing in different countries. The largest size usually employed at the present day for books is called pica, of which 71.27 lines go to a foot. Then follow small pica, 80 lines; long primer, 89.79; bourgeois, in which this Cyclopaedia is printed, 100.79; brevier, 113.13; minion, 126.99; nonpareil, half the size of pica, and the smallest size usually found in books, 142.54. Several smaller sizes are occasionally used, especially for very small Bibles and in newspapers. Among these are agate, 160 lines to a foot; pearl, half the size of long primer; and diamond, 201.58 lines to a foot. Brilliant, next below diamond, has been used in this country for marginal notes in Bibles. Smaller sizes still have been made, chiefly as curiosities.
A page of nonpareil will contain about four times as much matter as one of the same size in pica; a page of pearl four times as much as one in long primer. Types larger than pica were formerly and are yet occasionally used in books; Among these are English, 63.49 lines to the foot, and great primer, 50.39. . Still larger sizes, used in show bills, are usually named from their size as compared with pica; as two-line, four-line, six-line pica, and so on. In the following list the different sizes are exhibited, each with its own name:
•
Great Primer, English, Pica, Small Pica, Long Primer, Bourgeois, Brevier, Minion, Nonpareil, Agate, Pearl, Diamond, Brilliant The different letters vary in thickness. The m, which was originally square, is with us taken as the standard for measuring the quantity of matter in a page, and in that relation written " em." In England and most European countries the standard is the " en." A thousand ems is the space which would be occupied by 1,000 squares of a type of the font. Compositors are usually paid by the thousand ems, or in Europe by the thousand ens. Types average in thickness about two and a quarter to an em or square, so that 1,000 ems are about 2,250 characters of solid matter. A line of this Cyclopaedia measures 21 ems, and there are 132 lines to a page, which thus contains 2,772 ems. A font of type is a collection of all the characters, each apportioned in quantity to the work for which it is intended; and the pieces of whatever kind are designated as " sorts." The size of a font varies from a few pounds up to several tons in weight. The proportion of the different sorts in a font varies greatly.
For an ordinary work in English, say a history or a novel, the relative ratios of the different "lower case" or small letters is about as follows: z, 1; k, j, q, x, 3; b, v, 7; g, p, w, y, 10; c, f, u, m, 12; d, 1, 20; h, r, 30; a, i, n, o, s, 40; t, 45; e, 60; total, 532. - The compositor's " case" is a shallow box, 32 1/2in. long and 16 3/4in. wide, though smaller ones are gradually coming into use. Two such cases are required, which are placed in a sloping position on a stand or " frame." The lower case, as arranged for ordinary work in English, has 54 compartments or "boxes" of different sizes. This suffices for the 26 small letters (hence designated "lower case" letters), the numerals, marks of punctuation, and spaces. The last consist of blank pieces of metal lower than the type, of eight sizes, varying from "hair spaces," six or seven to an em, to "three-em quads " (quadrats), i. e., pieces equal in length to three ems, used for filling out blanks. The upper case, which is placed on the frame in a more sloping position, is divided into 98 boxes of equal size; in these are the capitals and small capitals, which, including the diphthongs, number 60, leaving 38 for various other sorts.
In the lower case the sorts are so arranged as to place those in most frequent use as near as possible to the hand of the compositor. In the upper case the letters are usually arranged in alphabetical order. The entire number of sorts (capitals, small capitals, lower case, numerals, punctuation marks, spaces, etc.) is about 140 for ordinary work. For special works, such as a dictionary in which are used letters marked for special purposes, accented letters, mathematical and chemical symbols, etc, 100 or more additional sorts are required, which are usually kept in separate cases. The Italic letters, capitals and lower case (Italic small capitals not being usually furnished), are kept in a separate pair of cases arranged as in the Roman cases. French, German, Spanish, and other European languages require about the same number of sorts as English; so does Greek, when printed without accents and breathings, but with them about 200 regular sorts are required. The early type founders, trying to imitate calligraphy, introduced into their Greek fonts many contractions and combinations, raising the number of sorts to about 750; but these have long since been abandoned.
Many of the early printers also made their own type; but this has now become a separate trade. (See Type.)' The letters, each of which is cast separately, must be "true" in every way. If one were too low by 1/300 of an inch, it would not appear in printing; if so much too high, its impression would be heavier than those adjacent to it. If the body of the type were not mathematically accurate, a great number of them, when made up into a page, could not be held together in a solid mass. - Composition. The tools used by the compositor in setting type consist only of a composing " stick " and a " rule." The former is a frame of metal, generally steel (though for very large work wood is used), with a bottom and three sides, one of which is movable, so that by a screw it can be adjusted to lines of any length. For ordinary work it is about 6 in. long and will hold about 14 lines of bourgeois. The rule is a piece of smooth metal of the length of the line, and as high as the type, with a projecting nib at the right-hand corner for convenience in shifting. Besides these, a bodkin is used for picking out letters in correcting proofs. The compositor stands in front of the frame upon which are his cases; his " copy" is before him, usually lying on the right-hand side of the upper case.
Holding the "stick" in his left hand, he reads a few words of his copy, as many as he can readily remember for a few moments, and with his right hand picks up the types one by one and places them in the stick, so that they rest standing against the rule. He does not pick up the required letter at random, but almost unconsciously fixes his eye upon one which happens to be in a favorable position. He does not look upon the face of the type, but at the " nick " or nicks cut into one edge near the foot, which part is to be placed outward in the stick. When a line is completed he "justifies" it by evenly increasing or diminishing the amount of space between the words, so as to make it end with a word or syllable. The letters occupy a reversed position, but the compositor reads them as easily as he would on the page printed from them. The line being justified, he places the rule after it, and proceeds in the same manner until his stick is full. The emptying of the stick is a dexterous process, requiring practice.
The rule being placed after the last line in the stick, the forefinger of each hand presses against it, the two thumbs bearing strongly upon the first line in the stick, and the middle fingers upon the ends or sides of the lines; then by a quick motion, while the stick is held down upon the case by the .little finger of the left hand, the matter is lifted out and placed on a " galley." This is a long tray of wood or metal, with the sides and upper end raised, against which the type rests secure. Leads are thin slips of metal placed between the lines to give a more open appearance to the matter, which is then said to be "leaded." - When some of the sorts are nearly or quite exhausted, the cases are said to be " empty," and are filled by distributing type which has been printed or stereotyped from, then called " dead matter." The process is one requiring great care and precision, but an accomplished workman performs it with surprising rapidity, "throwing in" as many as 7,000 or 8,000 separate pieces in an hour. He takes up in his left hand as much as he can conveniently hold upright, with the nicks upward, resting on his rule, supported by the curved little or ring finger at the bottom, and the thumb and other fingers at the sides.
With the right hand he takes a word or number of letters between the thumb and forefinger, reads them, and by rapid motions drops each into its own box. Upon the care with which this is done, to avoid "fouling the case" by getting the letters in the wrong boxes, largely depends the accuracy and rapidity of his subsequent composition. - When the compositor has filled a galley, an impression is taken from the type called a "proof," and the work of the proof reader begins. The proof is first collated with the copy. Usually an assistant reads the copy aloud, while the proof reader is on the alert to detect any variations between what he hears and what he sees on the slip before him, all of which he indicates by suitable marks on the proof. This proof is given to the compositor for correction; the proof reader next reyises it, by comparison with a new proof, to see that all the errors have been corrected, and then reads the revised slip, which is called the "second proof." Sometimes several proofs are read. In large offices, where there are several readers, the various proofs are usually read by different persons, it being presumed that one may detect some error which has escaped another. Usually a corrected proof is sent to the author for his revisal and emendation.
For convenience a somewhat elaborate system is in use among printers, in which each possible error is noted by a special symbol (see Correction of the Press); but for an author it is sufficient to erase anything wrong and to write the correction clearly in the margin. - Composing and Distributing Machines. We have thus far considered "composition" as purely manual, and such it has been until recently, and still is with few exceptions. A fair day's work for a good compositor is about 6,000 ems, or a little more than two pages of this Cyclopaedia. During this century several attempts have been made to produce machines by which the work might be accomplished more expeditiously. A feature common to all composing machines is that the types, instead of being deposited in boxes as in the case, are placed in lines, each sort by itself, in perpendicular channels at the back of the machine. The earliest attempt to invent a composing machine appears to have been made about 1820 by Dr. William Church of Connecticut, who combined with it an apparatus for casting the type • for it as wanted, thus doing away with the operation of distributing; this was patented in England in 1822, but does not appear to have come into practical operation.
Recently the idea has been revived and improved upon by Mr. Westcott of New York, whose machine for type casting and setting is very ingenious. About 1846 Timothy Alden of Massachusetts, subsequently of New York, began the construction of a composing and distributing machine, and after his death in 1858 his brother Henry W. Alden made further improvements. This machine set and distributed the types simultaneously; but as this did not work satisfactorily, two machines have been recently (July, 1875) built under the direction of Mr. A. 0. Richards: one a distributor, which is automatic, having for its fundamental principle Alden's idea of an excavated rim, which, by means of conveyors in a cylinder revolving horizontally, guides each type to its proper place; the other, the type setter, consisting of upright channels containing the type, and an endless band with belts at the two sides, which together conduct the types to the mouth of the receiving channel, where they are placed upright in a continuous line.
In the French exposition of 1855 several machines were exhibited, one of which, by Christian Storenson of Copenhagen, was pronounced by M. Didot and the other judges to " approach nearer than any other to the accomplishment of the long desired object." This machine composed and distributed simultaneously; the matter was placed in a kind of basin, from which the machine picked out each letter, depositing it in proper position in the composing part. The distribution was effected by having a special set of nicks on each sort, no two having the same arrangement. The types passed by their own weight along a channel in which were openings with projections corresponding to the respective nicks in the type, each one of which is prevented from passing through any but its proper hole, just as the wards of a lock prevent any key except its own from turning. This machine, it was said, would do about as much work as three compositors. Other machines, working with much greater rapidity, have been produced. One by J. H. Young of England (1840) is said to have composed 13,000 sorts an hour, but the type had to be distributed and justified by hand, occupying three other persons.
In 1853 Mr. William H. Mitchel of New York produced a very ingenious composing machine, of which ten were at one time in operation in a single office. This machine is in shape like a harpsichord piano, with 34 channels standing in a nearly vertical position across its entire length, and with a corresponding keyboard. In connection with each channel is an endless belt of linen tape, which conveys the type to the receiving belt running obliquely across the line of all the others, by which it is deposited on a wheel similar in shape to a coarse circular saw, which places it in an upright position in a continuous line on the receiving channel. The arrangement is such that the types travel the same distance before reaching the receiving channel, so that, however rapidly the keys may be touched, each will appear in its order.

Fig. 1. - Compositor at Case.
In the distributing machine, invented at a later period, the types are arranged in a single line in a channel placed upon the top of the machine, along which they are pushed by means of a weight suspended over a pulley. On the backs of the types are nicks, different for each letter. The types drop one by one into open slots in a cylinder revolving horizontally, where they hang suspended by a pin at a height governed by the nicks; the bottom of the types reach below the edge of the cylinder, which in the course of its revolution brings each letter opposite to its receiving channel, where it touches a small projection fixed in the stationary rim below the cylinder, by which it is displaced from the slot, and drops in a perpendicular position into the channel; this when full is transferred to the composing machine. Several other machines have been invented and in use in England, among which are those of Robert Hattersley of Manchester (1856), and A. Mackie of Warrenton (1865); the latter is still engaged in perfecting his invention. A very recent machine, which after more than 20 years' labor has been produced by M. Del-cambre, a native of France, is now (1875) on trial in New York, under the care of the inventor.
The types are arranged, as in other machines, in perpendicular channels, from which they are liberated by keys; each when set free falls upon an inclined plane of metal, in which is a separate groove for each sort, through which it slides by its own gravity until it reaches the receiving channel. These grooves have a curvilinear, sometimes a winding course, so that each sort, however distant may be its original position from the point of delivery, has the same space to travel, and thus each must reach that point in the order in which its key was struck. The grooves often cross each other, but at each point of intersection is a valve which by the striking of the key moves so as to open the required groove and close the other. The distributing machine, also operated by keys, takes the types from the page and distributes them into slides for the composing machine. These machines occupy but little space, and will without adjustment set and distribute two or more sizes of type. - In all the above mentioned machines the labor of justifying, which is equal to nearly one half of the whole, must be performed by hand.
In 1852 Charles W. Felt of Salem, Mass., began work upon a machine designed, as he says, " to distribute, set, and justify the type, and also to lead the matter and make a register of the same, by which distribution and resetting of the same could be performed by the machine automatically." This is the only machine by which all the work pertaining to composition has been accomplished; but it has not yet been sufficiently simplified for practical use. Mr. Felt is now engaged in perfecting a justifying machine to be used with any type setter. - Stereotyping and Electro-typing. The proof slips having received the final correction, the matter is made up into pages; and these, if the impressions are to be taken directly from the type, are imposed, or arranged upon a table of stone or iron, properly separated by strips of wood or metal called furniture, in such a manner that when the printed sheet is folded they will follow each other in regular order. The form, as such a collection of pages is styled, is then wedged up in an iron frame called a chase, and is rea*dy for the pressman.
But frequently, and with us usually, the printing is from casts or plates, called stereotypes (Gr. ![]() , solid, and
, solid, and ![]() , type), from these type pages. The advantages of this are numerous, the chief of which are the ability to print according to demand, thus obviating the risk of loss by miscalculation of the market, the saving in wear of type and of the cost of resetting for new editions, and the facility for correcting errors in the plates discovered after the first or any subsequent-impression. In the case of books like the Bible for which there is a constant demand, it was long ago found expedient to keep the type standing, at great expense from the quantity required, and work off a new edition only when the preceding one was nearly exhausted. But there was great risk that in repeatedly handling pages, each made up of thousands of separate pieces, some would be disarranged. To obviate this, Van der Meyer of Antwerp, early in the last century, formed pages into solid plates by soldering the type together at the bottom; but as this did not release the type so that they could be used again, the pages, each nearly an inch thick, for a large book formed an exceedingly costly pile.
, type), from these type pages. The advantages of this are numerous, the chief of which are the ability to print according to demand, thus obviating the risk of loss by miscalculation of the market, the saving in wear of type and of the cost of resetting for new editions, and the facility for correcting errors in the plates discovered after the first or any subsequent-impression. In the case of books like the Bible for which there is a constant demand, it was long ago found expedient to keep the type standing, at great expense from the quantity required, and work off a new edition only when the preceding one was nearly exhausted. But there was great risk that in repeatedly handling pages, each made up of thousands of separate pieces, some would be disarranged. To obviate this, Van der Meyer of Antwerp, early in the last century, formed pages into solid plates by soldering the type together at the bottom; but as this did not release the type so that they could be used again, the pages, each nearly an inch thick, for a large book formed an exceedingly costly pile.
The art of casting solid plates in a mould from a page of type appears to have been first practised by William Ged, a goldsmith of Edinburgh, about 1731. His moulds were taken in plaster of Paris, and he prepared plates of a Bible for the university of Cambridge; but these were mutilated by the jealous printers, and were cast aside, and the process was abandoned for many years. In the mean while several other plans were tried. Firmin Didot of Paris had types made of a hard alloy, and the pages were impressed upon a sheet of soft lead, thus making a mould. Melted type metal was poured into a shallow tray, and just when it was at the point of solidifying, but still soft, the lead mould was laid upon its surface. In this state the two metals will not adhere, and thus a cast was obtained. This method was only partially successful; it could not be employed for large pages, and the plates were often imperfect. M. Cares of France (1786) made his mould by pressing half-melted lead on the form; into this mould he poured melted lead, and pressed it when cooling. Earl Stanhope, near the beginning of this century, reintroduced Ged's process with many improvements.
One or more pages are locked up in a chase, and the surface of the type, having been oiled to prevent adhesion of the mould, is then covered with semi-fluid plaster of Paris; a little salt is mixed with the plaster to facilitate setting, and is kept from spreading by a raised metal framework around the pages. When the plaster has set, it forms an almost perfect mould, which is carefully removed and trimmed with a sharp knife. The moisture in the moulds was formerly expelled by baking in an oven for about two hours, but this is now done in less than five minutes after they are placed in the casting pan, by first suspending it over the pot of melted metal and then allowing it to float on its surface; thus the whole process of taking the mould and casting the plate can be accomplished in less than an hour. The composition used is softer than type metal, consisting of 91 parts of lead, 5 of antimony, and 4 of tin. Several moulds are placed side by side, face downward, on an iron floater in the pan; the latter is 1 3/4 in. deep, and so constructed that when submerged in the melted metal this flows in under the moulds, pressing them up against the cover, and forming plates about a quarter of an inch thick.
The pan is then removed and gradually cooled with water, and the plates are freed from plaster and superfluous metal, and shaved on the back by a machine to a uniform thickness. They are then "picked" with suitable tools to free them from remaining bits of plaster or metal in the hollows of the letters or between them, and defective letters are made perfect, or cut out with a small chisel and replaced by type soldered in and cut off at the back. In this manner also errors subsequently discovered are corrected; or if an error involves two or more lines, a "piece" is cast and soldered in, in place of the corresponding piece of the plate, removed by saw and chisel. Each plate is clamped to a wooden block of such thickness that both together are exactly type-high, and the blocks are imposed in a chase and. the printing is performed as with type. When the edition of a sheet is printed, the plates are taken from the blocks, upon which another set is clamped. Stereotyping was introduced into the United States in 1813 by David Bruce of New York; the first book produced by it was a New Testament, in 1814. A more expeditious but less perfect method, called the papier mache process, was first used for books in France in 1848, and a few years later in New York. In 1861 it came into use in New York for daily newspapers of large circulation, and its application has since been greatly extended. ' The material for a matrix is formed by taking a damp sheet of thick unsized paper, and laying over it a number of sheets of moistened tissue paper until the whole is as thick as stout pasteboard.
The under side, lightly covered with pulverized French chalk, is laid upon the face of a page of type and beaten with a stiff brush so as to force the soft paper into all the interstices of the type. Other sheets of adhesive paper are added until a sufficient thickness is attained. The whole is then covered with a woollen blanket, and placed in a press the bed of which is moderately heated, and the press screwed down. The heat soon dries the matrix, which is removed from the type and placed in the casting box, the interior of which is curved so that the plate when cast will conform to that of the cylinder of the rotary press upon which it is to be printed. The melted metal is poured in, and the plate cooled by immersing in water the box which contains it; the edges are trimmed, and the back is planed down to the required thickness, when it is ready for the press. Thirty-five minutes is sufficient for the whole process, but if necessary it can be completed in half the time; and any requisite number of duplicates can be made. - For other purposes the plaster process of stereotyping was almost universally used in this country until about 1850, when it began to be superseded by the far better process of electrotyping.
For the scientific theory of this, see Galvanism, vol. vii., p. 601. The practical operation is as follows: Upon a form, prepared as for stereotyping, is laid a sheet of wax covered with a coating of graphite (black lead), secured in a shallow pan called the moulding pan. This is submitted to a strong pressure, which forces the face of the type, and even the most delicate lines of a woodcut, into the soft wax, thus forming an absolutely perfect mould. This is again black-leaded, which gives it a conducting surface, upon which copper will be deposited from a solution of blue vitriol (sulphate of copper) by means of an electric current from a galvanic battery. The mould is placed in a tank of this solution, and the electric current established, the mould forming a part of the circuit; the copper set free from the solution attaches itself to the graphite on the mould. Silas P. Knight of New York has introduced a more expeditious process. He pours a solution of sulphate of copper over the graphite of the mould, and then dusts upon it fine iron filings.
Decomposition and recompo-sition take place immediately; the acid leaves the copper and unites with the iron, forming a solution which runs off, while a film of the liberated copper is instantaneously deposited all over the surface of the mould; this is then placed in the bath, where it remains until a deposit of sufficient thickness, usually about that of ordinary drawing paper, has been formed. This shell looks as though the letters had been formed by punches upon a thin sheet of copper, being in relief on one side and in intaglio on the other. As it would be crushed in by the pressure of the printing press, it must be backed up with metal. The shell is placed face downward in a casting pan, and its back washed over with a solution of chloride of tin to make the metal adhere; a sheet of tin foil is then laid on, and the pan is heated to about 450°, when the tin melts; melted metal is then poured in, and a solid plate is formed. When the batteries are employed to their full capacity, the cost of an electrotype does not exceed that of a stereotype plate.
An electrotype plate will wear much longer and give more perfect impressions than a stereotype, and is less liable to injury from careless handling; it also reproduces more perfectly the fine lines of type and of woodcuts, impressions from electrotypes of the latter being practically as good as those from the original engravings. - Printing Presses. It is probable that the earliest impressions were taken by a mallet and planer (a smooth-faced block of hard wood used for levelling the type before printing), as proof slips now often are, or by a brush in the Chinese manner; but presses were soon invented for the purpose. There are engravings representing the press as it existed about 1520. It was large enough to print only two folio pages, and for this two pulls were required. The force was applied by a simple screw and lever. About 1620 Blaeuw of Amsterdam produced a greatly improved press, which with little alteration continued in use for more than a century and a half. The press upon which Benjamin Franklin worked in London in 1725 is preserved in the patent office at Washington; it is a clumsy structure, almost entirely of wood, known as the Ramage press, of which many were still in use more than a century later.
Iron was subsequently used for some of the parts; and about the beginning of the present century Earl Stanhope invented a press entirely of iron, the frame cast in one piece, and the power imparted by a combination of the toggle-joint and lever. The Columbian press, invented by George Clymer of Philadelphia about 1817, was the first important American improvement; the power was applied by a compound lever, consisting of three simple levers of the second order. This was largely superseded by the press of Peter Smith, and that in 1829 by the Washington press of Samuel Rust. In this the frame was made in sections, the principal parts of wrought iron, and was comparatively light; the power was applied, as in Stanhope's press, by a toggle-joint and lever. The essential parts of a press, as shown in fig. 4, are as follows: a, the iron framework, closed at top and bottom to resist the force of the levers; 5, the bed, on which the types are placed; c, one of the two rails or grooved channels on which the bed slides as it is moved forward to receive the impression of the levers; d, the rounce or crank, attached to a pulley which moves the bed to and fro; e, the platen, or pressing surface, which covers the bed before impression is given; f, the bar, which gives the impression by straightening the levers and depressing the platen; g, the spiral spring, which gives a quick return movement to the platen after impression; h, the tympan (sheets of muslin and paper, stretched on a frame of wood), on which the sheet to be printed is placed; i, the frisket, a mask of perforated paper stretched on a frame of thin iron, to prevent soiling of the sheet by ink; k, the inking roller and its frame.
Preparatory to taking an impression, the frisket is folded down on the tympan, the tympan is folded down on the bed, which opera-jtion places the sheet of paper on the inked types, and the bed is then moved under the platen. The ink was formerly dabbed on by two soft leather-covered balls affixed to handles, which one pressman kept rubbing together to distribute the ink evenly, while the other worked the press; the pressmen usually alternated in this. Rollers, made of several thicknesses of cloth, wound around a wooden cylinder and covered with soft leather, were afterward introduced; these were superseded by rollers composed of glue and molasses melted together, and cast in a mould around a wooden cylinder. It still required one person, usually a boy, to apply the ink, and another to work the press. Later a self-inking apparatus was affixed to the press. With this the pressman, in giving the pull, raises a weight, which in its descent draws the roller over the form; one man, though with a considerable increase of exertion, is thus able to do the work of two.
A good pressman will work off about 2,000 impressions a day; but he cannot well run a press large enough to work a sheet of more than eight octavo pages. - Repeated attempts were made to contrive a power press capable of doing work as well and more rapidly than the hand press. The first produced in America were by Daniel Treadwell of Boston, in 1822. His machines were used in New York by the American Bible society and the American tract society; in the former they were driven by steam power, and in the latter by mules. The Adams press, invented in 1830 by Samuel Adams of Boston, and since improved by Isaac Adams, has in this country superseded all other platen presses. Its principle is virtually the same as that of the "Washington hand press, only that the impression is given by raising the bed upon which the form rests against a stationary platen, instead of bringing the platen down upon the bed. The sheets are placed one at a time upon the feed board, so that the edge is caught by a set of iron fingers which pull them down upon the frisket, which slides between the inked form and the platen, and the form then rises and gives the impression.
The sheets, in passing back toward the inking apparatus, pass over a bellows the top of which is perforated with small holes, and are lifted or rather blown upon a set of endless tapes; from these they are taken by a light frame, which, turning upon an axle at the proper moment, whirls them over, laying them in a regular pile at the end of the press opposite to that where they were received. The inking apparatus is quite complicated. A roller slowly revolves, its lower surface immersed in a trough of ink, so adjusted as to take up a quantity proportioned to the depth of its immersion, which is regulated by screws. Another roller, called " doctor" (Lat. ductor, leader), touches this at every impression, and transfers a portion of ink to the first of a set of distributing rollers, revolving in contact, one of which has also an oscillating motion, and still another, called the "crab," travels back and forth over the entire length of the others. By these means the ink is uniformly distributed, and is then taken up by the inking rollers; two or more of these, arranged in a frame, pass over the form, transferring to it the required amount of ink. The Adams press as now made will work about 1,000 impressions in an hour.
All the operations, except that of feeding the sheets, and sometimes even that, are performed automatically. - For some kinds of work, especially for newspapers, still greater rapidity was needed; and for this it was necessary to employ a rotatory motion in some form. The first successful attempt was made in London by Friedrich Konig, a German mechanist. His press was first used for the " Times " newspaper in November, 1814. In this the form of type moved horizontally, and it could give about 1,800 impressions an hour. In 1827 this was superseded in the "Times" by the simpler and more rapid machines of Cowper and Applegath. An improved machine of this kind, having eight impression cylinders, and capable of producing from 8,000 to 12,000copies an hour, was built for the " Times " in 1848, and was used for several years, when it was for a time replaced by Hoe's American rotary press. A number of machines of this general character have been invented in Europe and America. Among cylinder presses manufactured in this country are those of Hoe, A. B. Taylor, Potter, Campbell, and Cot-trell and Babcock, each of which has its distinctive merits. The so-called "stop cylinder" presses are used for the finest cut and book work.
These have a flat bed which runs back and forth under a large revolving cylinder. The sheets are fed by hand to this cylinder, which catches the edge by a set of iron fingers, and in its revolution brings it upon the form. The bed and cylinder are geared together, so that their rates of motion are uniform. The inking apparatus is quite perfect, and the machines do good work, even upon woodcuts, at the rate of about 1,200 impressions an hour. For newspapers of large circulation the cylinder press has been superseded by the rotary or type-revolving press, in which the form is placed upon a portion of the circumference of a large drum or cylinder. The impression is given by smaller cylinders, to which the paper is fed by hand, each having its own inking apparatus. The number of these impression cylinders was increased to as many as ten, the machine then working off ten sheets at each revolution of the drum. The idea of the rotary machine was suggested in England as early as 1815, but was first brought into practical use in 1847 by Richard M. Hoe of New York, in a machine which would print on one side 15,000 or 20,000 sheets an hour.
This was soon adopted by nearly all the leading American daily newspapers, and by several in the principal cities of England and Scotland, and also in Australia. - Within a few years a great advance has been made in the invention of "perfecting" machines, by which a paper is printed on both sides at one operation, from a continuous roll. The Walter machine, upon which the London " Times" and the New York "Times" are now printed, gives 11,000 perfected sheets an hour. It. requires two men to pile up the sheets as cut apart from the roll. The Bullock press, invented by William A. Bullock of Philadelphia, receives the roll after being dampened by a separate machine, cuts the sheets apart, and delivers them piled up at the rate of 8,000 to 11,000 an hour; its action is entirely automatic. To the Victory press is attached a folding machine. It will print, separate, fold, and deliver in order about 8,000 an hour of an eight-page newspaper, of 50 in. square; or it will print, cut, fold, and paste at the back a 24-page sheet at the rate of 7,000 an hour. The accompanying illustration presents a sectional view of this machine, showing the positions of the several parts, the course followed by the sheets being indicated by arrows.
In the Hoe perfecting press, the rolled-up sheet is more than 4 1/2 m. long, equal to about 10,000 newspapers. The machine has three pairs of cylinders geared together, the circumference of each being just equal to the length of the required sheet. The curved stereotype plates occupy the periphery of one cylinder, which is furnished with an ink fountain and rollers; the other is the impression cylinder. The paper on passing between them is printed on the first side, and then going on to the second pair of cylinders, presenting its blank side to the form, receives the impression on that side. It then passes on to the cutting cylinders, one of which bears on its periphery a vibrating knife, which at each revolution enters a groove in the opposite cylinder, cutting off a sheet. The sheets are carried forward by endless tapes, and are finally delivered to the flyer, which piles them up. A counter is attached, which shows the number of sheets printed. The machine is about 20 ft. long, 6 wide, and 7 high, and will give 12,000 or more perfected sheets an hour.
Several of these machines are in use in London as well as the United States, and two are now (1875) building for Australia. A great variety of small presses for circulars, bill heads, cards, etc, are in use, some of them of very ingenious structure, working rapidly, and generally moved by foot treadles. - For printing in different colors, as many separate forms and impressions were formerly required as there were colors; but an inking apparatus which can be attached to an ordinary printing press has been invented by Israel L. G-. Rice of Cambridge, Mass., by means of which any desired number of colors can be printed at a single impression, but only in bands or stripes. - The bibliography of printing is very voluminous. For its origin and early history see the works cited under Coster and Gutenberg, and also Schaab, Die Geschichte der Erfindung der Buchdruck-erTcunst, etc. (3 vols. 8vo, Mentz, 1830-'31); Wetter, Kritische Geschichte der Erfindung der Buchdrucherkunst durch Johann Gutenberg (8vo, Mentz, 1838); Theodor O. Weigel, Die Anfange der Buchdruckerlcunst (2 vols. imp. 4to, Leipsic, 1866); and A. Van der Linde, "The Haarlem Legend of the Invention of Printing" (8vo, London, 1871). Panzer's An-nales Typographici (12 vols, fol., Nuremberg, 1793-1809) contains the titles of nearly every known work printed in Europe to the year 1536, arranged under the names of the places where they were executed, and thus forms a condensed history of the first century of the art.
Dibdin's Billiotheca Spenceriana (6 vols., London, 1814-'23) gives a description of books notable for intrinsic worth or for beautiful typography printed during the 15th century. But the most complete work of this class is Brunet's Manuel du libraire et de Vamateur de livres (5th ed., 7 vols., Paris, 1860-67), the result of 50 years' labor. Charles Knight's "The Old Printer and the Modern Press" (London, 1854) gives an account of the progress of the art in England, and describes the presses in use up to that date. -Isaiah Thomas's " History of Printing in America" (2 vols., Worcester, 1810) gives a general view of the discovery and progress of the art, and a full account of its early period in America. On. practical typography see Timperley, "Dictionary of Printers and Printing " (2d ed., London, 1842); Lefevre, Guide pratique du compositeur (2 vols. 8vo, Paris, 1855); Marahrens, Hand-ouch der Typographic (2 vols. 8vo, Leipsic, 1870); and the " American Encyclopedia of Printing" (Philadelphia, 1871). (See Bibliography, Book, and Newspapers.)

Fig. 2. - Franklin's Press.
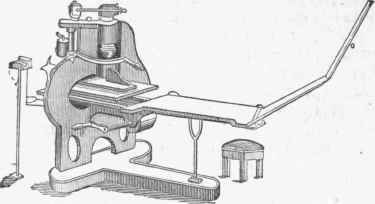
Fig. 3. - Lord Stanhope's Press.
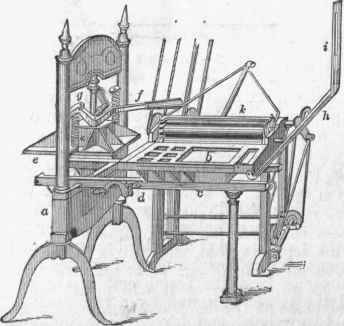
Fig. 4. - Washington Press.
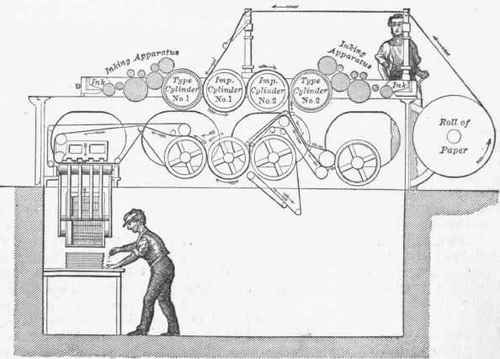
Fig. 5. - Victory Press.
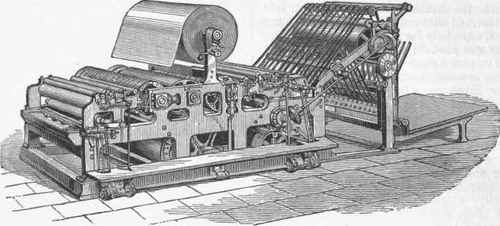
Fig. 6. - Hoe's Perfecting Press.
Continue to:
My Books

