Iron Manufacture
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Iron Manufacture
Since the reduction of iron from its ores is an operation of simple character, requiring merely that the ore shall be in contact with burning fuel in an enclosed space, or in the midst of the fire, it is not surprising that the process was employed in remote antiquity. The Greeks attributed the discovery of iron to the burning of the forest on the mountain of Ida in Crete about 1500 B. C. The rapidity with which iron rusts on exposure is no doubt the reason why so few ancient articles of this material are preserved. Pliny quaintly says: "Nature, in conformity with her usual benevolence, has limited the power of iron, by inflicting upon it the punishment of rust; and has thus displayed her usual foresight in rendering nothing in existence more perishable than the substance which brings the greatest dangers upon perishable mortality." Copper and bronze are not so liable to oxidation, and are consequently better preserved. Iron is occasionally found in the metallic state in meteorites, but its amount is too small to be of importance to any nation. There is abundant historic testimony to the great antiquity of iron. The Bible contains a great number of references to it.
Wilkinson says: " Iron and copper mines are found in the Egyptian desert, which were worked in old times; and the monuments of Thebes and even the tombs about Memphis, dating more than 4,000 years ago, represent butchers sharpening their knives on a round bar of metal attached to their aprons, which from its blue color can only be steel; and the distinction between the bronzed and iron weapons in the tomb of Rameses 111., one painted red, the other blue, leaves no doubt of both having been used (as in Rome) at the same period. In Ethiopia iron was much more abundant than in Egypt." According to Dio-dorus, the. Egyptians assigned the art of working iron to their great national divinity Osiris, thus implying that it was known from time immemorial. Herodotus and Pausanias mention that the Lydian king Alyattes, the father of Croesus, who died about 570 B. C, presented as an offering at Delphi a curiously inlaid iron saucer made by Glaucus, an inhabitant of Chios. Both, Diodorus and Herodotus mention the island of Elba as abounding in ironstone, and describe the method of melting it. In the time of AEschylus (born in 525 B. 0.) the Cha-lybes were famous workers in iron, and Cha-lybia was called the mother of iron.
Strabo, writing about the beginning of the present era, speaks of the iron mines of Chalcis in Euboea as almost exhausted by the extensive mining operations of the Athenians. He also mentions iron brought from Britannia, and speaks of the mines of Elba, famous to this day, then called by the Greeks, from the blazing lire of its iron works, AEthalia. Pliny the Elder devotes two chapters of his "Natural History " (xxxiv. 14, 15) to an account of iron, its uses and manufacture. He speaks of an iron statue of Hercules by AIcon at Thebes, and bowls of iron in the temple of Mars at Rome; of different qualities suited to different purposes, some being adapted for hardening into steel, or else prepared in another manner for making thick anvils or heads of hammers; and of the Serican, Parthian, and Norican irons. He was aware of the magnetic property of iron, and speaks of an iron statue of Arsinoe, sister of Ptolemy Philadelphus, which it was proposed to suspend in air, in a temple, by means of a vaulted roof of loadstone. Iron of great antiquity has been found in eastern countries.
Belzoni describes the discovery, under the feet of one of the sphinxes unearthed by him at Karnak, of an iron sickle, which he considers to be at least as old as the age of the Ptolemies. It was of the same form as those depicted in the tombs at Memphis. At Memphis iron has been found in the ancient structures, and two pieces have been taken from the great pyramid of Gizeh. Layard discovered at Nimrud a large number of articles showing great knowledge and skill in working this metal possessed by the Assyrians. Most of them, having been wholly converted into oxide, fell to pieces when touched. Among the objects found were armor scales, daggers, shields, heads of spears and arrows, a pick, a double-handed saw, articles of combined bronze and iron (the former having been cast around the latter), part of a stand consisting of an iron ring with three feet of bronze, etc. Iron ornaments of the ancient Chaldeans have been discovered, but no implements, showing that with them iron was still a precious metal. The most remarkable evidences of the progress made by the ancients in iron metallurgy are found in India, although, strangely enough, the art as practised in that country at the present day is extremely rude and simple.
In the remains of temples are found iron beams, one of which measures 24 ft. in length and 8. in. in section. The famous Delhi wrought-iron pillar, called Cuttub Minar, at the mosque of the Cuttub Shaw, is upward of 48 ft. long. Its lower diameter is about 16 1/2- in., its upper diameter 12 in. It contains upward of 80 cubic feet of metal, and weighs 17 tons. It is supposed to have been erected A. D. 319. .How such a forging could have been effected is a mystery.
The only probable suggestion hitherto brought forward is, that it was made by welding each bloom directly to the previously made bloom, and that as the column grew in height the furnace was elevated by throwing up a mound of earth, so that the top of the pillar formed the bottom of the furnace, and the blooms as soon as formed were directly welded to the top of the still glowing pillar. - From some obscure remarks by ancient writers it has been inferred that cast as well as wrought iron is of great antiquity; and it has been suggested that the ancients practised the art of steel making described by Vanoccio Bizingucco in 1540 and by Agricola shortly after, which consisted in immersing pieces of soft iron in a bath of molten iron. This we can only conceive possible by supposing the metal bath was well carbonized. The evidence for this is however very slight. Aristotle writes: "Iron may be cast so as to be made liquid and to harden again; and thus it is they work to make steel." Pliny in describing the process of iron smelting says: "It is a remarkable fact that when the ore is fused, the metal becomes liquefied like water, and afterward acquires a spongy brittle texture." This may refer, however, to the liquefaction of the cinder.
Diodorus gives a clearer and more comprehensible account of the smelting process on the island of Elba, and says nothing about molten metal: "The workmen employed first cut the stone in pieces, and then melt them in furnaces built and prepared for the purpose. In these furnaces the stones, by the violent heat of the fire, are melted into several pieces in form like great sponges." This description might equally apply to the bloomary practice of the present day. - Though so little is known of the methods employed by the ancients for the reduction of iron from its ores, it is not improbable that they were similar to those still in use in eastern countries, which have been practised from time immemorial. A low stack, either built of clay or excavated on the hillside, with openings at the bottom for draught of air or for an artificial blast, is all the apparatus required for the successful manufacture of iron. The furnaces of India are usually from 3 to 6 ft. high and from 10 to 18 in. in diameter. The blast, supplied by bellows made of skins, is forced into the furnace through clay tuyeres. The furnace is charged with ore and charcoal alternately, until the requisite amount of ore has been added.
After a blast, varying from 3 to 4 up to 18 hours, a mass of soft malleable iron mingled with cinder is removed from the furnace, either by breaking away the lower part of the stack, or by lifting the bloom out of the top with tongs. The weight of the iron bloom varies from 4 or 5 up to 200 lbs. It is hammered while still hot, reheated and again hammered, until the greater part of the cinder is expelled. - The knowledge of the method of reducing iron was probably introduced into Europe from the East, but when and by whom is unknown. Traces of early workings in Styria and England are abundant. The method employed differed from that in use at present in India. Charcoal and ore were placed in a furnace consisting of a small hearth, generally rectangular, provided with a tuyere in the rear wall, and resembling a blacksmith's forge. This form of furnace has descended to the present day, and is still in use in many places. The Catalan forge, used mainly in the Pyrenees, and the American (a modified German) forge, now chiefly confined to Canada and northern New York, are the most prominent examples of this ancient method. (See Bloomary.) The nature of the process in low furnaces or hearths is extremely simple.
The iron in the ore is reduced by the carbon and carbonic oxide, and, not being fusible at the temperature of the furnace, agglutinates or welds together to a pasty mass, which gradually sinks and accumulates in the bottom of the furnace. The completeness of the reduction depends on the time of exposure and the amount of charcoal used. When reduction is incomplete, the unreduced ore fuses and mingles with the iron. When silica is present in the ore, as is almost always the case, it unites with a portion of ferrous oxide and forms a basic ferrous silicate or fusible cinder, part of which flows off, while part remains incorporated with the iron and is largely expelled in the subsequent working. Complete reduction is therefore never attainable in low furnaces, and the loss of iron is greater the more sili-cious the ore. Rich ores consequently are the only ones adapted to the process. The iron produced in low furnaces is generally of superior quality, because the impurities of the ore, not being reduced at the comparatively low temperature which prevails, pass off in the cinder. But the iron is apt to lack uniformity both in structure and in composition.
The tendency to increase the height of the furnace, in order to increase the yield and thereby diminish the cost, was thwarted by the production of a fluid iron, which was probably for ages a waste product, since no method of utilizing it was known. The absorption of carbon by iron and its conversion into steel or cast iron which is readily fusible depend mainly on the heat of the furnace, and this in turn on the amount and pressure of blast. Increasing the height of a furnace necessitated a stronger blast to overcome the resistance of a higher column of material; and carburization of the iron necessarily follows. The progress of development from the low furnaces and hearths to the modern high furnaces was therefore slow; and it was not until the art of making castings and the method of converting cast into wrought iron were discovered, that modern iron metallurgy took its rise. According to Verlit, cast iron was known in Holland in the 13th century, and stove plates were made from it in Alsace in 1400. Ancient ornamental castings have been found in Sussex, England, which have been referred by Lower to the 14th century; but Karsten says that the systematic production of iron for foundery purposes cannot be traced with certainty to an earlier period than the end of the 15th century.
According to Lower, the first cast-iron cannon made in England were cast by Ralph Hogge in 1543. Up to the year 1595 Thomas Johnson had made for the earl of Cumberland 42 cannon weighing three tons apiece. The method of converting cast into wrought iron, by exposing the fluid iron to a blast of air, was discovered very early. It is mentioned distinctly by Agricola, who died in 1555; but the regular manufacture of wrought iron by this method began some time later. In Styria, where the pure spathic ores have been regularly smelted since the year 712, there were in 1625 19 Stuckofen or Wolff en (shaft furnaces 10 to 16 ft. high), producing mainly malleable iron, which was taken from the furnace in a mass (Stuck or Wolf). The process lasted about 18 hours, and the weight of the mass often reached 1,300 to 1,400 lbs. There was also produced at the same time more or less fluid carburized iron. The form of the furnace resembled two truncated cones placed base to base, a construction which has been retained to a great extent to the present day. In 1760 so-called Flossifen, 25 ft. high, were introduced, and white pig iron was regularly and continuously made. This iron was subsequently de-carburized and converted into wrought iron in charcoal hearths. From this time the StucTcofen gradually disappeared.
They lingered in some localities for a long time owing to the demand which still continued for Stuckofen iron, than which nothing could be purer; but finally, during the early part of the present century, they had entirely ceased to exist. The Flossofen gradually enlarged into the Blauofen or Blaseofen, of which there were 34 in Styria in 1864. These furnaces are from 28 to 46 ft. high, and differ from the modern blast furnace mainly in having a closed breast with tapping openings for iron and cinder, while the blast furnace has an open fore hearth, originally designed doubtless to permit the dipping out of fluid iron for castings, and now generally retained on account of the facility of access it gives to the interior of the hearth of the furnace, in case obstructions or deposits have to be removed. Of late years the closed front has been adopted in many large blast furnaces with success; but the fore-hearth construction is still the prevalent one. Increasing the height of the furnace and the strength of the blast had for its immediate effect the more perfect extraction of the iron and a decided economy of fuel. The addition of lime as a flux to silicious ores likewise facilitated the complete extraction of the iron.
The cinder thus produced, instead of being rich in iron, as was previously the case, contained only the earthy ingredients of the ore with but a trace of iron. The cinders produced in low furnaces were for a long time successfully smelted in the Blauofen. - In England the birth of the iron manufacture dates back to the days of the early Britons, and relics of the iron smelting of the Romans are abundant. In the 16th century the iron manufacture had increased to such an extent that, in order to check the rapid destruction of the forests, restrictions were laid on the cutting of wood for charcoal, by laws enacted in 1558, 1581, and 1584. As a consequence the iron manufacture declined, until in the early part of the 18th century there were but 59 iron works in the country. The supply of iron at this time was mainly from Russia, Sweden, and Spain. Numerous attempts were made to use mineral or pit coal for smelting iron, and patents for alleged discoveries were freely granted; but no manufacture based on mineral coal was established till 1619, when Dud Dudley obtained his patents.
He successfully carried on the manufacture for many years, making iron cheaply and of good quality; but, being much persecuted by envious rivals, he finally succumbed to his misfortunes, and dying left no record of his invention behind. It was not till 1735 that the next successful attempt was made to use mineral coal. At that time the difficulties of the case were again conquered by Abraham Darby, who, before using the coal in the furnace, submitted it to the same process as wood undergoes in its conversion into charcoal; in other words, he converted the coal into coke. From this time the progress of the English iron industry was rapid. In the century following Darby's discovery, bellows gave way to blowing cylinders, and water power to steam, which greatly increased the efficiency and yield of the furnace; while the application of the hot blast by Neilson in Scotland, and the utilization of the waste gases by Aubertot in France, added vastly to its economy of working. - The blast furnace consists of a vertical shaft of circular section lined with fire brick. The lowest part is ordinarily in the form of a cylinder, and is known as the hearth.
In the masonry of the hearth are built the tuyeres (two to eight in number), which are hollow truncated cones of metal supplied with a constant current of cold water. Into these tuyeres project the nozzles of the pipes that supply the blast. The part of the hearth below the tuyeres is called the crucible; in it the iron and slag accumulate until tapped off. The hearth is prolonged toward the front of the furnace (fore hearth), and is closed by the dam and covered in by the tymp arch. At the bottom of the dam is a channel communicating with the bottom of the crucible through which the iron is tapped off, and on the upper edge of the dam is a notch (cinder notch) over which the cinder flows. The tymp arch is covered by the tymp, a long hollow casting through which water circulates. The sloping walls connecting the hearth with the widest part (belly) of the furnace are called the boshes, the angle which they form with the horizontal line being called the angle of the boshes. In many furnaces the hearth expands into and is continuous with the boshes. From the widest part of the furnace the walls usually slope inward toward the mouth, which may be either permanently open, or provided with a mechanical arrangement by which it is kept closed except during charging.
There are openings in the walls of the furnace, close to the top of the stack where it is closed, and some distance down where it is open, to conduct off the escaping gas. Until comparatively recently furnaces were built entirely of masonry, the outer walls consisting of massive stone work. At the present day this heavy construction has been almost entirely superseded by slender stacks encased in brick work and surrounded by sheet iron. In building a blast furnace, the main body of the shaft is supported on pillars, usually of cast iron, and is entirely independent of the boshes and hearth, which are put in subsequently, and can be removed and repaired without interfering with the upper portion of the furnace. In the Biitt-genbach system of construction the main shaft consists of one layer only of fire brick 18 in. thick, without outer casing of any kind. The charging floor on the top of the furnace is supported by hollow cast-iron columns, which serve also to conduct down the gas to the stoves. This construction is mainly recommended by its cheapness. The dimensions of blast furnaces vary greatly. The height ranges from 30 to 100 ft., the greatest diameter from 6 to 30 ft., and the capacity from 500 to 40,000 cubic feet.
The relative dimensions of hearth, boshes, and throat likewise vary greatly. The cause of this great variation in dimensions is partly due to differences in ores and fuels, and partly to the fact that there are no fixed principles of blast-furnace construction that have found general acceptance. The more refractory the ore and the more dense the fuel, the larger, as a rule, is the furnace; but as to the proper outline of the interior there is great difference of opinion. Most metallurgists are so far agreed as to have abandoned the flat boshes, narrow mouths, and abrupt changes of outline of the older furnaces; but further than this there is no uniformity in modern blast-furnace construction. The following are some of the considerations which should determine the dimensions and outlines of blast furnaces. The temperature attained in the hearth, upon which the nature and quality of the iron depend, is the result of a number of factors, such as pressure or penetration of blast, character and amount of fuel, and diameter of hearth. The last is readily fixed when the others are known. The regular working of the furnace depends in a great measure on the regular descent of the charges.
Now, as the charge diminishes in bulk in descending, owing to the reduction of the iron and the combustion of the fuel, the capacity of the furnace should diminish correspondingly; that is, the walls should taper downward. The amount of this tapering, or in other words the angle of the boshes, should correspond to the rate of the shrinkage, which is more rapid as the charge approaches the tuyeres. This principle is generally recognized; bat it is applied in practice to the lower part of the furnace only. It seems rational to suppose that advantage would result by applying it to the whole length of the furnace, and making the greatest diameter correspond to that part where the charge occupies the greatest bulk, namely, at the mouth. The difficulty of properly distributing the charges over a wide mouth is however at present a practical objection; and it may be also that the reactions in the upper zone of the furnace, by which carbon is deposited, would be unfavorably affected by such a construction. The height of the furnace depends primarily on the nature of the charge.
If this is disposed to crumble, or is composed of fine particles that might pack and impede the passage of the blast, a high furnace would be inadmissible; but, other things being equal, the higher the furnace the greater is its yield and economy of working, as the reducing gases are more thoroughly intercepted and utilized. Fig. 1 is a vertical section through the fore hearth of a German blast furnace built entirely of masonry. Its height is 48 ft. and greatest diameter 14 ft. Fig. 2 is a vertical section of a blast furnace at Chicago. It is 66 ft. high and 17 ft. in greatest diameter. The top is closed by a "bell and hopper." The upright column at the side is the gas conductor. Fig. 3 is an elevation of the same furnace showing the sheet-iron casing. - The essential accessories of the blast furnace are the blowing engines, hot-blast ovens, and hoist. The blowing engines are of three kinds, the vertical beam, the horizontal, and the upright engine. The latter has been generally introduced of late years, owing to its compactness and efficiency. One of the largest blowing engines ever erected is a beam engine at Dowlais in Wales. The blowing cylinder is 12 ft. diameter with 12 ft. stroke.
With 10 strokes per minute it discharges 51,528 cub. ft. per minute at a pressure of 3 lbs. to the square inch, capable of supplying six large furnaces and four fineries. From the blowing cylinders the air passes to the hot-blast ovens. These consist of a series of cast-iron pipes, arranged in a fire-brick chamber, and heated by the combustion of the gases drawn from the top of the furnace. The gases are generally burnt in a special combustion chamber, and the products of combustion only pass into the chamber containing the pipes. Equable heating without danger, of injury to the pipes is thus effected. This arrangement is shown in fig. 4. Recently Siemens's system of regenerative heating (see Furnace) has been applied to hot-blast stoves, and a much higher temperature of blast attained than could be produced by the simple combustion of the gas. Whitwell's and Cowper's stoves are both constructed on this system. The former are being extensively adopted. They consist of two "regenerators" of fire brick, which are heated alternately by the combustion of the furnace gases. While one is heating, the blast passes through the other, and the currents of air and gas are changed at intervals of about half an hour. The temperature of the blast ordinarily employed varies greatly.
A few furnaces are still blown with cold blast, where it is desired to produce an iron of superior quality; but usually the blast is heated from 500° to 1000°; F.. The hotter the blast, the sooner the pipes in the ovens burn out, and therefore the temperature rarely reaches 1000° with iron pipes. In Whitwell's stoves a temperature of 1550° may be obtained; but it does not generally rise above 1200° or 1400°. The pressure of blast varies from 1 lb. per inch to 5 or 6 lbs. Charcoal furnaces are usually blown with the lowest pressure, anthracite furnaces with the highest, and coke furnaces with a pressure of 3 or 4 lbs. Occasionally furnaces are situated on a hillside, and the stock of ore and fuel is on a level with the mouth of the furnace; but ordinarily lifts or hoists are required to raise the materials of the charge from the ground to the top of the furnace. There is a great variety of lifts, embracing among others the hydraulic, the pneumatic, and the steam lift. - The blast-furnace process, expressed in its simplest form, is as follows: The furnace is charged with ore, fuel, and limestone, which gradually descend the shaft as the smelting proceeds.
The air of the blast, on coming in contact with the incandescent fuel, is converted into carbonic acid gas, but, speedily taking up* another atom of carbon, is reduced to carbonic oxide, which, together with the inert nitro-gen of the air, rises through the descending charge, abstracts the oxygen of the ore, and passes out of the mouth as carbonic acid. When the reduced iron reaches the vicinity of the tuyeres, it takes up carbon, melts, and drops down into the crucible of the furnace, while the earthy ingredients of the ore, flux, and fuel unite and form a fluid cinder, which likewise drops into the crucible and floats on the top of the molten iron. At regular intervals the iron is tapped off into moulds of sand or iron, where it cools in "pigs." The foregoing expresses merely the general progress and final results of the blast-furnace process. In practice it has been found that the changes which take place are very complicated and involved, and depend on a great number of conditions. The phenomena of iron smelting have recently been the subject of searching investigation; and we are mainly indebted for our present knowledge to the studies of Bell in England, Tunner in Austria, Akerman in Sweden, and Gruner in France. What follows contains the principal results of these investigations, especially those of I. Lowthian Bell, which have been the most extensive and the most fruitful of valuable conclusions.
The mutual reactions of carbon, carbonic acid, carbonic oxide, metallic iron, and oxide of iron are expressed in the following formulas:

Fig. 1.
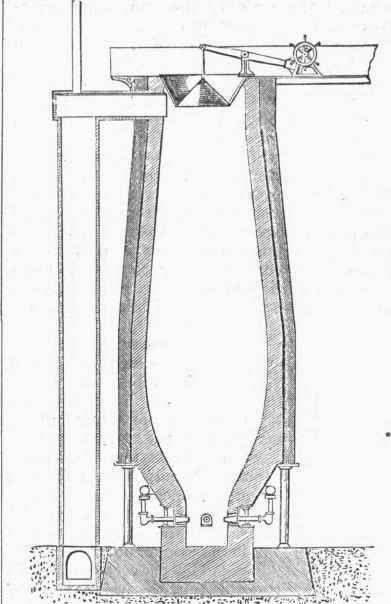
Fig. 2.
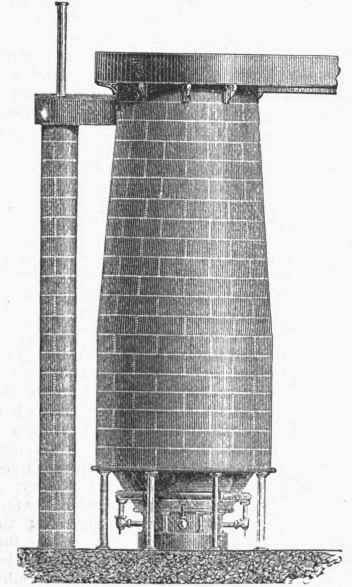
Fig. 3.
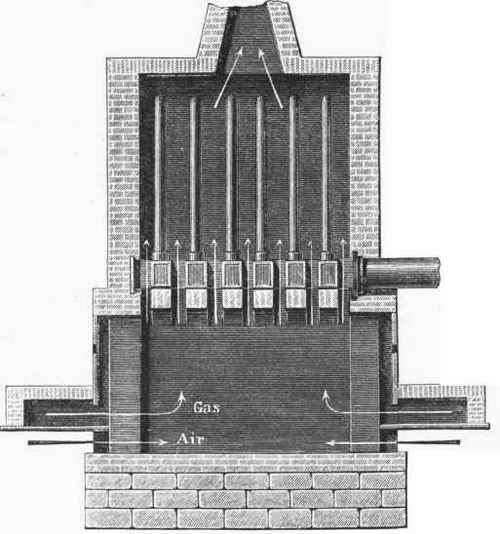
Fig. 4.
FexOy + yCO | = | xFe + yCO2 |
xFe + yCO2 | = | FexOy + yCO |
xFe+yCO | = | FexOy+yC |
FexOy-1 + CO | = | FexOy + C |
2FexOy+YC | = | yCO2 + 2xFe |
co2+c | = | 2CO |
These reactions show that carbonic oxide not only abstracts oxygen from oxide of iron, but also imparts oxygen both to metallic iron and to its lower oxide; that carbonic acid, which results from the reduction of iron by carbon or carbonic oxide, may also oxidize metallic iron; and that carbonic acid is capable of taking up a second atom of carbon. The nature of the reaction in any given instance is dependent mainly on the temperature, and also on the relative proportions of the gases. The breaking up of carbonic oxide and the deposition of its carbon was discovered by Bell. The conditions governing this remarkable reaction have been studied by him and by Gruner. The following are the results of Gruner's experiments on this point: On passing carbonic oxide over a fragment of iron ore at a temperature of 300° to 400° C. (572° to 752° F.), the latter is gradually reduced, the reduction progressing from the surface to the interior of the mass. When metallic iron is formed on the surface, the ore cracks and expands, and becomes covered with a fine deposit of carbon. This carbon deposition diminishes as the reduction of the ore proceeds; and were it possible to effect complete reduction in this way, it would finally entirely cease.
Pure carbonic oxide is not decomposed by metallic iron at 300-400° C.; but when the carbonic oxide is mixed with carbonic acid, deposition of carbon takes place. The amount of the CO2 must not, however, exceed 1 volume to 2 volumes of CO. This deposited carbon is not pure, but contains 5 to 7 per cent. of metallic iron, and also some oxide of iron, mainly magnetic. The formation of this deposit of ferruginous carbon is the result of the mutual reaction of two molecules of carbonic oxide, whereby 2CO = C02 + C; but it is absolutely necessary that there should be present simultaneously metallic iron and ferrous oxide, the former to fix the carbon and the latter to hold for an instant the oxygen, losing it again by the action of carbonic oxide. The following formulas express the reactions: 3FeO+CO = Fe3O4+C, and Fe3O4 + CO = 3FeO + CO2; and so on indefinitely, provided that the reducing action of carbonic oxide is tempered by a certain amount of carbonic acid.
If the temperature is raised to a red heat the deposition ceases, and the carbon already deposited unites with the remaining oxide of the ore. It is probable that the deposited carbon plays an important part in the final reduction of the ore in the blast furnace. The dissociation of carbonic oxide (2CO = C02 + C) is accompanied with a development of heat, every unit of carbon deposited corresponding to an evolution of 3,134 heat units.-The temperature at which the iron ore begins to lose oxygen in the blast furnace depends on the molecular constitution of the ore and the relative amount of carbonic oxide in the gas. Bell has found that the temperature of incipient reduction of oxide of iron by pure carbonic oxide varies from 141° 0. (285° F.) to 208° C. (407° F.), according to the nature of the oxide or ore. The temperature at which carbonic acid begins to oxidize metallic spongy iron was found by him to be about the temperature of melting zinc, 417° C. (782° F.). In both cases the energy of the action is promoted by increasing the temperature, but the oxidizing action of the carbonic acid increases in a greater ratio than the reducing action of the carbonic oxide.
The point of equilibrium of the two gases toward metallic spongy iron at different temperatures was found to be:
Low red heat........ | 150 vols, of CO2 for each 100 vols, of CO. | ||||
Full..... | 47 | ,, | ,, | ,, | ,, |
Approaching whiteness....... | |||||
11 | ,, | ,, | ,, | ,, | |
The point of equilibrium of a mixture of carbonic oxide and carbonic acid toward oxide of iron depends likewise on the temperature, and also on the molecular structure of the oxide. At a red heat a mixture of 100 volumes of carbonic oxide and 600 of carbonic acid is nearly neutral to calcined Cleveland ore, while at 417° 0. the point of equilibrium is found in a mixture containing 100 volumes of carbonic oxide to 50 of carbonic acid. Again, a mixture of equal volumes of carbonic acid and carbonic oxide at a temperature of 417° C. is found to reduce Eisenerz spathic ore actively. The temperature at which carbon (coke) begins to decompose carbonic acid is, according to Bell, 410° C. (770° F.).-The composition of blast-furnace gases at different levels of the furnace has been investigated by a number of observers. The following analyses are by Bell and Tunner:
Wear Furnace, 80 ft. high. Capacity, 17,500 cub. ft. Consumption per ton of iron, 28.5 cwts. of coke and 12.8 cwts. limestone. Ore, roasted carbonate. (Bell.)
LEVELS. | BY VOLUME. | BY WEIGHT. | |||||||
N. | CO. | co2. | N. | CO. | co2. | ||||
At month....... | 60.57 | 29.99 | 9.44 | 56.9 | 28.2 | 14.9 | |||
16 1/2 ft. from top. | 65.46 | 31.66 | 2.88 | 64.8 | 30.8 | 4.4 | |||
20 | " | " | 67.09 | 28.54 | 4.37 | 65.5 | 27.8 | 6.7 | |
39 | " | " | 65.76 | 31.98 | 2.26 | 64.9 | 31.0 | 3.5 | |
52 1/4 | " | " | 64.48 | 34.66 | 0.91 | 64.5 | 34.1 | 1.4 | |
65 | " | " | 65.05 | 34.64 | 0.31 | 64.9 | 34.6 | 0.5 | |
70 1/2 | " | " | 65.22 | 34.78 | .... | 65.2 | 34.8 | 0.0 | |
761/2 " " " at the tuyeres.... | |||||||||
62.76 | 35 59 | 1.65 | 62.7 | 34.7 | 2.6 | ||||
Wrbna Furnace, 86 ft. high. Capacity, 1.200 cub. ft. Consumption, 14 acts, of cliarcoal per ton of iron. (Tunner.)
LEVELS. | BY VOLUME. | BY WEIGHT. | |||||||||
H. | N. | CO. | C02. | H. | N. | CO. | C02. | ||||
At mouth... | 5.61 | 56.32 | 24.40 | 13.67 | 0.39 | 54.90 | 23.81 | 20.90 | |||
18 ft. from top | 18.89 | 50.47 | 24.21 | 11.93 | 1.01 | 58.38 | 25.82 | 19.79 | |||
25 1/2 | " | " | " | 3.93 | 56.71 | 25.92 | 13.44 | 0.27 | 54.57 | 24.87 | 20.29 |
28 | " | " | " | 3.45 | 56.48 | 27.95 | 12.12 | 0.24 | 55.00 | 26.26 | 18.50 |
82 | " | " | " | 2 91 | 56.62 | 28.42 | 12.05 | 0.20 | 54.34 | 27.32 | 18.14 |
34 1/2 | " | " | " | 1.54 | 57.52 | 38.00 | 2.94 | 0.11 | 57.35 | 37.93 | 4.61 |
The hydrogen in the gases from the Wear furnace was not determined; it is never present in large quantity, and plays no important part in the blast-furnace process. Hydrocarbons and cyanogen are also sometimes present in small quantity. The former are abundant in the upper part of the furnace, when raw bituminous coal is used. It will be noticed in the above analyses that the escaping gases still contain a considerable amount of carbonic oxide. An ideal furnace process would be one in which the carbonic oxide was completely utilized, and only carbonic acid escaped from the. furnace. From the experiments of Bell, quoted above, it is evident that such a condition is practically impossible; yet the relative amount of carbonic oxide is a measure of the economy of working. Formerly the gases were allowed to burn at the mouth of the furnace; now they are invariably utilized, either wholly or in part, to heat the blast, raise steam for the blowing engines, or roast ores. The gases likewise possess a certain amount of sensible heat, from which also the economy of working may be judged.
The ultimate practical economy of fuel that can be attained in the furnace is reached when the gases contain such a relatively small amount of caybonic oxide that they are no longer capable of reducing the ore at the temperature at which they leave the furnace. - In the year 1829 there were used in Scotland about eight tons of coal In the form of coke to produce one ton of pig iron; at the present time in Cleveland the consumption of coal is but 33 cwts. per ton of iron. This great economy of fuel has been reached by increasing the dimensions of the furnace, by complete utilization of the carbonic oxide in the escaping gases, and by the use of heated blast. Increasing the height and diameter of the furnace prolongs the contact of the charge with the hot reducing gases, whereby the sensible heat of the latter is more completely transferred to the descending materials, and the reducing power of the carbonic oxide is more thoroughly utilized. Widening the throat and mouth of the furnace has the same effect, by decreasing the rapidity of the gaseous current. It would at first sight appear that the dimensions of the furnace could be so far increased as to intercept the total amount of sensible heat. This is found not to be the case in practice.
Bell has shown by experiment that the temperature of the gases at the mouth of a furnace having a height of 80 ft. and a capacity of 12,000 cub. ft. is not materially higher than that of gases from furnaces 103 1/2 ft. high with a capacity of 33,000 cub. ft. The cause of this has been shown by Bell to be, that there is a constant source of heat production in the upper part of the furnace, caused by the reduction of the ore and the deposition of carbon; and increasing the height of the furnace merely serves to raise this zone of reduction. From the reduction of the ore by carbonic oxide, the heat development is very small, as a given weight of oxygen uniting with iron or carbonic oxide produces in either case nearly the same amount of heat. According to Du-long, one litre of oxygen gas gives 6,216 units of heat when it combines with iron, and 6,260 when it combines with carbonic oxide. But the heat development by the dissociation of carbonic oxide, as described above, is 3,134 heat units for each unit of carbon deposited. The utilization of the carbonic oxide in the gases for heating blast or boilers directly effects a saving of a corresponding amount of coal. The saving of fuel consequent on heating the blast is very marked. The cause of this saving was for a long time sought in vain.
On the first introduction of the hot blast in Scotland it was found that by burning 5 cwts. of coal to heat the blast to 450° F. there was effected a saving of 47 cwts. of coal in the furnace; and by burning 8 cwts. of coal, to heat the blast to 612° F., the saving was 83 cwts. or 69 per cent. Experience has shown that the economy of fuel attained by the use of hot blast depends on the height of the furnace and on the reducibility of the ore. The higher the furnace and the more susceptible the ore to the reducing action of carbonic oxide, the smaller is the saving of fuel effected. The enormous saving shown in the Scotch furnaces was due to the fact that both conditions were favorable to the use of hot blast, viz.: the furnace was low and the ores were refractory. The economy of fuel by hot blast in modern high blast furnaces does not often exceed 10 to 12 cwts. of coke per ton of pig iron. The ideal working of the blast furnace is as follows: A certain amount of fuel is burned before the tuyeres, and generates enough heat to melt the reduced iron and the cinder. The carbonic oxide, which is the end result of this combustion, ascends through the ore, which it reduces to metallic iron, and passes out of the furnace as carbonic acid.
It is found, however, that the minimum amount of fuel that will melt the iron and cinder does not, under the conditions that obtain in the blast furnace, supply sufficient carbonic oxide to do the work of reduction. It has further been found that the rapidity of the reduction of the ore depends on its molecular constitution, or the proportion that carbonic oxide bears to carbonic acid in the gases, and on the temperature. Let it be supposed that in a blast furnace working with a given quantity of fuel, a certain ore requires seven hours for complete reduction, while another ore requires fourteen hours. If it is now desired to smelt the refractory ore so as to have a production equal to that afforded by the first ore, it is necessary either to give it fourteen hours' exposure or to increase the rapidity of reduction. The first of these conditions is accomplished by doubling the height of the furnace, and the second by increasing the temperature through the use of more fuel. In the latter case there is no more heat utilized, in spite of the greater amount of fuel, than when smelting the easily reducible ores, presuming that they have approximately the same composition. It is merely the rate of reduction that is increased; and the excess of heat passes off in the escaping gases.
Of these two methods of smelting refractory ores, the latter was the one adopted until a comparatively recent period, when increased height of furnace was found to give the same result. As an instance may be given a Scotch furnace 53 ft. high and using 40 cwts. of coke per ton of iron produced from black-band. By adding 18 ft. to the height the amount of fuel was reduced to 28 cwts. Akerman in Sweden was the first to suggest what is probably the principal cause of the economy in using hot blast. The heat which is produced by the combustion of the fuel in the furnace is contained in the carbonic oxide formed and in the accompanying nitrogen, while the heat that is conveyed by the blast is not attended with the development of any gaseous products, and does not therefore increase the bulk of the gases in the furnace. Now, as the temperature of the gases is inversely as their bulk, it follows that the temperature of the furnace must be higher when using hot blast, and the rate of reduction correspondingly rapid. Further, the rapidity of the upward current will be diminished, and the more thorough will be the reducing action of the carbonic oxide.
It has been shown that increasing the height of the furnace beyond a certain limit only serves to raise the zone of reduction, and does not cause further saving of fuel. The theoretical limit of temperature of the blast is attained when the amount of fuel consumed in the furnace is so far replaced by the heat in the blast, that the carbonic oxide formed is just sufficient to do the work of reduction. This point has never been reached in practice; but the significant circumstance has been noted, that the rate of saving for a given number of degrees decreases as the temperature of the blast is raised. - From the above it will be evident that the ultimate practical economy of fuel attainable in blast furnaces depends on a number of conditions. In the Cleveland district, England, where the furnaces have attained colossal dimensions and the blast is heated to over 1000° F., the lowest consumption of coke per ton of No. 3 pig (see Iron) is about 21 cwts.; while at the Wrbna furnace in Austria, which is but 36 ft. high, and where the temperature of blast is 752° F., the consumption of charcoal is but 13.20 cwts. per ton of iron.
The daily production of furnaces is dependent on the same conditions as determine the consumption of fuel, and also on the rate of driving of the furnace, i. e., the amount of blast in a given time. The extremes are small charcoal furnaces yielding but 4 to 5 tons per day, and large furnaces yielding 80 tons per day. The absolute amount of heat produced in the blast furnace, the amount absorbed in work done, and the amount lost by radiation and in the gases, have been calculated by a number of authorities. The following is Bell's estimate expressed in cwt. heat units per ton of iron produced:
HEAT PRODUCTION. | |||
Oxidation of carbon...... | 81.536 | units. | |
Contributed by blast......... | 11,919 | " | |
93,455 | |||
HEAT ABSORPTION. | |||
Evaporation of water in coke...... | 312 | units. | |
Reduction of iron......... | 33,108 | " | |
Carbon impregnation........ | 1.440 | " | |
Expulsion of CO, from limestone.... | 5,054 | " | |
Decomposition of this CO2........ | 5,248 | " | |
'• " water in blast........ | 2,720 | " | |
Phosphorus, sulphur, and silicon reduced ............ | 4,174 | " | |
Fusion of pig iron..... | 6,600 | " | |
" " slag......... | 16,720 | " | |
75,376 | |||
HEAT LOSS. | |||
Transmission through walls of furnace. | 3.658 | units. | |
Carried off in tuyere water....... | 1,818 | " | |
" " gases........... | 8.860 | " | |
Expansion of blast, loss from hearth, etc. | 3,743 | " | |
18,079 | |||
93,455 | |||
- Occasionally ores occur which contain the proper proportion of earthy matters to form a fusible slag (self-fluxing ores). When this is not the case, the substances in deficiency must be added; and this may often be advantageously accomplished by mixing ores of different characters. In the large majority of cases, limestone is added as flux, since most ores contain silica and alumina, which with the lime form a fusible slag. It is a matter of great importance that the composition of the ores and fluxes should be accurately determined, in order that a slag (cinder) may be formed of the desired fusibility. Blast-furnace slags are usually double silicates of alumina and lime, in which the latter is often partially replaced by magnesia, oxide of manganese, and (when the reduction is incomplete) by protoxide of iron. The fusibility increases with the amount of silica, up to about 60 per cent. of the latter, and decreases with the amount of lime. Basic slags are white and stony in character, and require a very high temperature for fusion. The conditions in the furnace producing such a slag are therefore favorable to the complete reduction of the ore and the formation of a highly carburetted siliconized iron. Basic slags also take up sulphur in considerable quantities.
White iron is generally accompanied with a more acid cinder, which sometimes contains considerable oxide of iron. When this is the case, it is called a scouring cinder. The following analyses show the composition of several varieties of blast-furnace slags:
ELEMENTS. | 1 | 2 | 3 | 4 | 5 |
Silica..... | 38.48 | 43.07 | 27.65 | 42.17 | 61.06 |
Alumina........ | 15.13 | 14.85 | 24.69 | 13.59 | 5.38 |
Lime....... | 32.82 | 28.92 | 40.00 | 33.02 | 19.81 |
Ferrous oxide..... | 0.76 | 2.53 | 0.72 | 1.23 | 3.29 |
Manganese oxide..... | 1.62 | 1.37 | 0.35 | 0.27 | 2.63 |
Magnesia....... | 7.44 | 5.87 | 3.55 | 8.31 | 7.12 |
2.22 | 1.90 | 195 | 0.64 | .... | |
Alkalies........ | 1.92 | 1.84 | 1.45 | • • • • | |
Phosphoric acid......... | 0.15 | .... | 0.26 | .... | .... |
Total............ | 100.54 | 100 35 | 100.62 | 99.23 | 99.29 |
Nos. 1 and 2 are from raw coal, used at Dow-lais, Wales, the first making gray, the second white iron; 3, coke, at Clarence, England, making gray iron from Cleveland ores; 4, anthracite, at Boonton, N. J., making gray forge iron; 5, charcoal iron, at Gosberg, Sweden. Slags are classified, according to the ratio which the oxygen of the silica bears to the oxygen of the bases, as tri-, bi-, mono-, and subsilicates. According to Bodemann, the most fusible silicate of lime and alumina is a bisilicate of the following composition: silica 56 per cent., lime 30, alumina 14. Blast-furnace slag is almost entirely a waste product, and one that is very difficult to dispose of. Acres of valuable land are often sacrificed as a dumping ground for it. Many attempts have been made to utilize it, and with considerable success. Building brick, paving stone, hydraulic cement, sand for mortar, etc, have been successfully made; but no regular manufacture has yet been introduced that can work up even a minute fraction of the ever-increasing slag production of the world. - Wrought Iron is either made directly from the ore or from pig iron. In the former case the process is one of reduction of the iron from its oxide; in the latter it is one of oxidation of the carbon, silicon, etc, of the pig iron.
Although the iron produced in low furnaces and bloomaries is usually of great purity, yet owing to the small production and the waste of iron, and the necessity of rich ores and charcoal, the direct process has almost entirely disappeared from civilized countries, as it is not able to compete commercially with the indirect production of wrought iron from pig. (See Bloomary.) The conversion of pig into wrought iron is effected either in a hearth similar to a bloomary or in a reverber-atory furnace. The nature of the process is the same in both cases, and consists in the oxidation of the silicon, manganese, carbon, phosphorus, sulphur, etc, in the pig iron, by the oxygen of the air, and also by that of oxide of iron. The latter is generally added as such, but is always formed in the process itself. The oxygen in the solid form is the most active, since it can be intimately incorporated with the iron, while the oxygen of the air merely acts on the surface of contact.
The order in which the foreign substances in the pig iron are removed is that in which they are named above; or, more especially, all these substances are oxidized coincidently, but the rate of oxidation is in the order given. The iron is also promptly oxidized, and forms with the silica resulting from the oxidation of the silicon a basic iron silicate, or cinder, which reacts on the carbon and silicon remaining, converting them into oxides, while an equivalent amount of metallic iron is reduced. Iron thus serves as a carrier of oxygen to the non-metallic elements. This interchange of elements continues until the iron is nearly or quite decarburized. Manganese, if present in the pig iron, may replace the iron in the cinder, but it does not act in the same manner as a carrier of oxygen. The hearth process, now almost exclusively confined to the mountainous region of southern Europe, Sweden, and South Wales, was previous to the latter part of the last century the method universally employed for the conversion of pig iron. The process is a very simple one. The iron is melted with charcoal and exposed while molten to the direct action of a blast of air from one or two inclined tuyeres in the side of the hearth.
The iron gradually loses carbon, silicon, phosphorus, etc, and is converted into a pasty lump or bloom which is hammered into slabs. The process in its essential features is the same everywhere, but owing to slight variations in construction of hearth or in the details of manipulations it has received a great variety of names. In Sweden there are three methods employed, the Walloon, the Franche-Comte, and the Lancashire. The latter, which is the one most generally used and most economical of fuel, will be briefly described. The hearth is quadrangular, and formed of cast-iron plates. The tuyere side is slightly inclined inward, the opposite side and the back are inclined outward, and the front is vertical. The bottom plate is cooled by running water. The blast is supplied by one or two tuyeres at a temperature of 210° to 390° F., and at a pressure of 1 to 1 1/2 lb. Per square inch. The waste heat from the hearth is used to heat the blast and also the pig iron previous to charging. The manipulation consists in piling up the already heated pig iron to the amount of 200 to 250 lbs. on the burning charcoal, and melting down.
As the molten metal drops past the blast it is partially oxidized, and the oxide thus formed, together with the rich basic cinder remaining from the previous operations, act with the blast in decarburizing the iron. The imperfectly refined iron, which sinks to the bottom, is broken up with an iron bar and brought repeatedly before the tuyere, until the iron is rendered thoroughly soft and malleable. Finally, a high heat is given, and the iron is collected in a mass or bloom in the bottom of the hearth. It is then taken out and forged under a trip-hammer to a prismatic shape. The process lasts about 1 1/4 to 1 1/2 hour. The yield of blooms is about 87 per cent. of the pig iron, and the consumption of charcoal one ton to a ton of blooms. The iron is subsequently heated in a gas furnace and forged out into bars. All the Swedish bar iron used in Sheffield for conversion into steel is made by this process, except that from Dannemora, which is made by the more expensive Walloon process. The latter consumes three tons of charcoal to a ton of blooms, with a yield of but 80 per cent. Formerly the process of refining pig iron previous to its conversion into wrought iron was extensively employed, but at present this practice is falling into disuse.
It consists in. exposing the molten pig iron in an elongated rectangular hearth to blasts of air from two or three tuyeres on each side. The operation is in all respects similar to that already described, but is interrupted before all the carbon is removed, and while the metal is still molten. The metal is then run out on an iron plate, where it solidifies in plates about 3 in. thick. Gray pig is used in the refining or running-out fire; and the change that is effected consists mainly in the removal of the greater part of the silicon and a little of the carbon, the resulting refined or "fine" metal being white and more easily and quickly converted into wrought iron than the original gray pig. - Puddling consists in melting down pig iron on the bed of a reverberatory furnace heated by flame, and stirring it actively in an oxidizing atmosphere, until it has become malleable. This process was first successfully introduced by Henry Cort in England in 1784. Although others, notably the brothers Cranage in 1766 and Peter Onions in 1783, had plainly indicated in patent specifications the essential operations in puddling, yet to Cort belongs the credit of having made the process a practical success.
For some time puddling was performed on a sand bottom, which made the operation tedious, and caused great waste of iron by the formation of an excessive amount of cinder. In 1818 Samuel B. Rogers introduced iron bottoms, by the use of which the production of the furnace was greatly increased, and the waste of iron lessened. Before the puddling furnace is used, the iron bottom is covered with a thick layer of cinders or scrap wrought iron, and exposed for a long time to an oxidizing atmosphere, so as to form a refractory lining. The essential parts of a puddling furnace are the fireplace, hearth, and flue. The fireplace is from one third to two thirds the size of the hearth. The draught of the fire is effected by a high chimney, and often there is a blast under the grate. Either bituminous coal or anthracite may be used as fuel. The hearth is generally rectangular or oval. It is formed of a bottom plate and sides of cast iron, and ends of fire brick, called the fire and the flue bridges. The side castings are hollow, as are also the bridges, to allow of a circulation of air for cooling. There are recesses in the side castings, in which is put the fix or fettling, which is either rich iron ore or roasted cinder.
The waste heat passing off in the flue is usually utilized to heat steam boilers. Fig. 5 shows a vertical and horizontal section of a puddling furnace with steam boiler. Sometimes puddling furnaces are built of double the usual size, with a working door on each side. In these the charge is twice the usual amount, and two puddlers work together. There is a great variety of puddling furnaces, built mainly with a view to economize fuel or to better regulate the combustion. Gas furnaces have never come into very general use for puddling. The pig iron used for puddling is mostly the lighter gray iron and white iron. The highly graphitic varieties are apt to be rich in silicon, which makes a large amount of fluid cinder, prolongs the operation, and causes great loss of iron. Gray iron requires a high temperature for fusion, but becomes thinly fluid, while white iron is sluggish when melted. The former therefore generally yields an iron of better quality, as it can be more thoroughly worked. The puddling process may be divided into four stages: 1, melting down the charge; 2, incorporation of the fettling; 3, boiling; and 4, uniting the soft iron to balls. When the charge is completely melted, it is stirred to render it uniform.
The temperature is then somewhat lowered in order to allow the cinder which has formed on the surface and the oxide of iron of the fettling to be thoroughly incorporated with the iron. The temperature is then raised again, and the mass of metal begins to "boil" from the escape of carbonic oxide, which burns with a blue flame on the surface. Finally the ebullition becomes less rapid, and little bright points of soft iron appear. The iron is then said to "come to nature." The stirring or rabbling is continued incessantly, to prevent the formation of lumps of imperfectly decar-burized iron. When the operation is complete, the puddler forms a number of balls of the pasty iron, of about 60 to 80 lbs. each. As soon as the balls are formed, the damper is lowered in order to prevent the waste of iron by burning. During the whole course of the puddling the working door remains closed, and the rabbling tools are introduced through a small notch in the lower side of the door. When the balls are ready for removal, the door is opened and the balls are taken singly to the hammer or squeezer. The duration of the process is from 1 1/2 to I 3/4 hour, the loss of iron 10 to 15 per cent., and the consumption of fuel from 16 to 30 cwts., according to character of fuel, size of charge, etc.
Sometimes the term puddling is restricted to the working of white or nearly white iron in a furnace without fettling, and the term boiling is applied to the process described above. Such boiled iron is, other things being equal, superior to puddled iron. As the oxidation of the carbon and silicon is mainly effected by the oxide of iron of the fettling, there should be a gain of malleable iron over the pig iron charged, instead of a loss; since for every 18 parts of carbon removed from the pig iron 56 parts of iron are reduced from the oxide, and for every 42 parts of silicon removed there are also 56 parts of iron reduced. In the ordinary puddling furnace, however, with the strongly oxidizing atmosphere, the loss of iron more than compensates for this gain. Siemens has succeeded, in his gas furnaces, in obtaining a yield of wrought iron equal to the weight of pig charged; but Danks, in his rotary puddler, described below, has obtained nearly the theoretical amount of gain. - The quality of the wrought iron produced by puddling depends on the composition of the pig iron used, and on the care and thoroughness of working. The removal of silicon and carbon is easily effected by good working; but phosphorus and sulphur are never completely removed.
According to Parry, 75 to 80 per cent. of phosphorus and 80 per cent. of sulphur is ordinarily eliminated. The manner of removal of phosphorus is somewhat doubtful. Percy thinks it is mainly in the form of phosphide of iron, which is more fusible than the iron, and is hence carried off with the cinder. It has, however, been noticed that the more basic the cinder, the more phosphorus it contains; which renders it probable that phosphorus is present in the cinder in the form of phosphoric acid. Sulphur is said to be principally removed in the latter part of the process, which is consequently prolonged when highly sulphurous pig iron is puddled. This prolongation of the operation tends to make a highly fibrous iron, probably owing to the fact (see Ikon) that the cinder becomes very basic and more infusible, and is hence not so readily expelled by rolling or hammering. The purer the pig iron treated, that is, the less sulphur and phosphorus it contains, the shorter may the operation be, and the more granular and crystalline the product. Puddled steel is made in the same way as wrought iron, but from pure pig iron, containing not too much silicon. The operation is stopped before all the carbon is oxidized, and a steely product is obtained.
The presence of manganese is here an advantage; since, as has been before mentioned, oxide of manganese in the cinder does not oxidize the carbon of the pig iron. Tap or puddling cinder is composed mainly of silica and oxides of iron; it may be considered as a tribasic silicate of ferrous oxide, containing also, at times, ferric and magnetic oxide. Phosphoric acid and sulphur are also generally present. Such cinder is used either raw or roasted in the blast furnace, yielding when in large quantity an inferior quality of iron, known as cinder pig; or it is used after roasting as fettling for the puddling furnace. The following analysis is of tap cinder made from common white iron: silica, 7.71; ferrous oxide, 66.32; ferric oxide, 8.27; manganese oxide, 1.29; alumina, 1.63; lime, 3.91; magnesia, 0.34; sulphur, 1.'78; phosphoric acid, 8.07; total, 99.32. - There have been proposed from time to time a great number of fluxes and purifying agents for use in the puddling process; they are mainly directed against sulphur and phosphorus, particularly the latter. The following are a few of the substances proposed: oxide of manganese, common salt, iodide of potassium, nitre, litharge, copperas, chloride of calcium, lime, and fluoride of calcium.
Manganese generally exerts a favorable influence in all iron and steel processes. Its action is not well understood, except so far as it hinders the decarburization of pig iron when it replaces iron in cinder. It is not probable that it affects eithur sulphur or phosphorus in the puddling. The volatilization of sulphur and phosphorus as chlorides has long been a favorite theory; but there is no proof that chloride of sodium or any other chloride acts in this way. The oxidation of phosphorus in pig iron takes place readily; and, if the cinder present is sufficiently basic, the phosphoric acid will remain combined; if not, the phosphorus will recombine with the iron. (See Bessemer process, under Steel.) A highly basic iron cinder, as above mentioned, retains a large amount of phosphoric acid, but if instead of oxide of iron a stronger base is substituted, the phosphoric acid will be still more firmly held in combination. The alkalies and alkaline earths have proved to be valuable de-phosphorizers; and it is probable that salt, nitre, and chloride of calcium act, in this respect, solely by virtue of their respective bases.

Fig. 5.
Henderson used a mixture of fluoride of calcium or fluor spar and titaniferous iron ore for the purification of pig iron, with good effect. It is impossible to say whether the fluorine exerts any direct action on the phosphorus, or whether the effect is due simply to the lime present in a highly fusible compound. - When the balls of soft iron are ready in the puddling furnace, they are taken directly to the hammer or squeezer. The trip hammers formerly employed are now generally replaced by steam hammers, which are more efficient and manageable. Squeezers are now very generally used for the first treatment of the puddled ball. The form generally used in the United States is Burden's rotary squeezer. Fig. 6 shows a horizontal section, different in construction, but on the same principle as the Burden squeezer. The revolving corrugated cylinder is excentric to the frame in which it turns, and the ball in its passage is considerably condensed, while a large part of its cinder is expelled. From the hammer or squeezer, the bloom is taken while still hot to the rolls, where it is passed through a number of grooves, and formed into a slab or bar, called puddled or muck bar. This is still rough, and must be reheated and again rolled before it is ready for the market.
The muck bar is generally broken up in lengths of two or three feet, made into a pile, and raised to a welding heat in a rever-beratory or gas furnace. This white-hot pile is put through another set of rolls and gradually reduced in size until it forms merchant bar iron. The more iron is worked in this way within certain limits, the more homogeneous it becomes. Fig. 7 shows a merchant train of three high rolls with grooves of different shapes and sizes. The most varied forms of iron are made by means of rolls or with appropriately shaped grooves. By piling iron of different qualities a finished product may be obtained which will combine the properties of all the varieties used. Thus it is customary, in making piles for rails, to put a granular iron on the top and a fibrous iron in the body, so that the finished rail shall have a hard wearing surface and a tough web and flange. Smooth rolls are used for making plates and sheet iron. These rolls are provided with a mechanism by which they can be approximated after each pass of the metal. The limits of dimensions within which iron may be worked are very great.
Sheet iron has been rolled out to the thinness of the finest paper, and armor plates have been made over a foot in thickness and weighing 33 tons. - The operation of puddling is extremely laborious, requiring great muscular strength and endurance. Many attempts have been made to substitute machine for hand labor in this process, with but partial success. The mechanical puddlers, so called, are mostly contrivances by which the rabble can be moved about in the furnace with merely the guidance of the workman. These machines, although they have worked well, have never come into general use. Another similar contrivance is the revolving rabble. This is extremely simple and requires no expensive machinery; it is said to give good results. Richardson's process consisted in blowing air through a hollow rabble, which was moved about the hearth. The process of oxidation here, as in the Bessemer process, proceeded rapidly; the iron soon came to nature, and the manual labor was confined to the operation of balling. Notwithstanding its apparent success, this process is nowhere in use at present.
Attention was early directed to the construction of rotary or oscillating puddling furnaces; but the insuperable difficulty encountered was the formation of a lining that would stand the scouring effect of the metal. This difficulty has been overcome by Mr. Samuel Danks of Cincinnati, who has constructed and introduced the first practical and efficient rotary puddler. It consists of a revolving chamber, fire grate, and movable head piece communicating with the flue. The puddling chamber, 5 to 6 ft. in diameter and 3 to 4 ft. long, is made of two end pieces banded with wrought iron, and provided with detachable rings on the part most exposed to the fire. They rest on carrying rollers, permitting free rotation. The two ends are connected by a series of stave plates to form a cylinder. These have hollow ribs running longitudinally, which serve the double purpose of holding the fettling and keeping it cool. The cylinder is open at both ends; one buts against the ring that is fastened to the bridge plate, and the other, which serves as a doorway, against the movable head piece. The chamber is made to revolve by a special engine attached to it by means of a toothed wheel.
The fireplace is large, and is provided with blast under the grate and over the fire, by means of which the heat and character of the flame are easily regulated. Fig. 8 shows a vertical section through the fireplace chamber and head piece. The chamber is lined in the following manner: The initial lining is composed of a mixture of pulverized ore and pure lime, worked with water to the consistency of a thick paste. The inner surface of the chamber is completely covered with this mortar in a layer projecting about one inch over the hollow ribs. After this has become hard, the furnace is ready for the fettling. About one fifth of the whole quantity of iron ore required is thrown into the furnace in the form of powder. The furnace is then heated up and made to revolve slowly until the ore is completely melted. The apparatus is then stopped, and that part of the ore which has not been consumed in glazing the initial lining forms a pool in the bottom of the chamber, into which are put a number of lumps of ore of such a size that they project 2 to 6 in. above the surface. This is allowed to set, and then another lot of pulverized ore is put in, which is melted in the same way, and a pool collected on another part of the surface, into which lumps are put as before.
About 2 to 2 1/2 tons of ore are required to fettle a 700-lb. rotary furnace. The iron may be either charged in the solid form or run in molten from a cupola. When in the solid form, it has been found advantageous to have it granulated or otherwise finely divided, in order to hasten the melting. A quantity of hammer or roll cinder is added with each charge, as is usual in puddling. When the iron is thoroughly melted, the furnace is made to revolve once or twice a minute for the first five or ten minutes. A stream of water is then injected through the stopper hole along and just above the line of contact between the floating cinder and the inner surface of the vessel, on the descending side. The cinder is thus partially solidified, and carried down with the molten iron and intimately mixed with it. When the iron begins to thicken under this treatment, the rotation is stopped and the heat raised until the cinder melts thoroughly and floats on top of the iron, when it is tapped off. The furnace is again put into motion at the rate of six to eight revolutions a minute, which causes the charge to be dashed about violently in the furnace. When the iron begins to come to nature, the velocity of the apparatus is reduced to two or three revolutions per minute, when the ball speedily forms.
The movable head piece is pushed to one side and the ball is removed in one mass. Special machinery is needed to work these large blooms, which in the furnaces hitherto constructed weigh 700 lbs. The yield of puddled bar is usually about 10 per cent. more than the weight of the pig charged, which is due to the reduction of the iron of the fettling. Owing to the thorough working of the iron, and the intimate contact of every particle of the pig iron with the fettling, the product is much more uniform and pure than that made by hand puddling. Since the successful introduction of Danks's furnace, a number of rotary puddlers have been invented, which, though they may differ in mechanism from Danks's puddler, are yet lined and fettled in the same manner. In Sellers's rotary puddler the chamber is egg-shaped, and the flame from the fire, instead of passing through, returns and goes out at the end through which it came. - Pig iron may be completely decarburized by heating in an oxidizing atmosphere, at a temperature below that of fusion. The removal of the carbon is effected gradually and slowly from the surface to the centre. This process is used extensively for making the so-called "malleable castings" (see Iron), also often malleable iron.
Only articles of less than an inch in thickness are generally so treated, on account of the length of time required for conversion. White iron, which is best adapted for the purpose, is cast in moulds, and the articles thus formed are packed in oxide of iron and exposed to a red heat for five or six days. When cold they are taken out, and are found to be tough and malleable if the iron from which they were made was of suitable quality, and the conversion has been uniformly effected. The following analyses by Dr. R. W. Davenport show the progress of decarbuiztion:
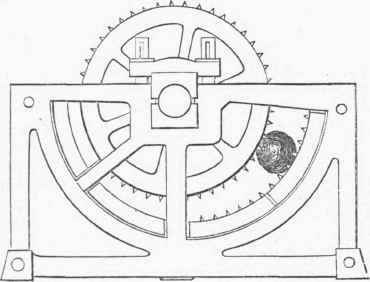
Fig. 6.

Fig. 7.
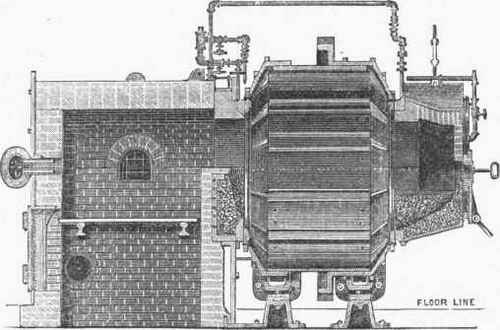
Fig. 8.
ELEMENTS. | Original casting. | After annealing. | After second annealing. |
Silicon..... | 0.445 | 0.438 | 0.449 |
Phosphorus....... | 0.315 | 0.327 | 0.315 |
Manganese...... | 0.529 | 0585 | 0 525 |
Sulphur....... | 0.059 | 0 067 | 0.081 |
Carbon......... | 3.430 | 1.510 | 0.100 |
These analyses likewise show that the process is simply one of decarburization, and that the other elements present are not materially affected. Dr. Davenport noticed in a casting 1/4 in. thick, which had been converted to the depth of 1/8 in., that the remaining 1/8 in. was darker in color than the original iron used, and analysis showed that it contained graphitic carbon. The separation of carbon from combination may therefore possibly be the first step in the process of conversion. - Within the last 30 years there have been a great number of attempts to make wrought iron and steel direct from the ore without the use of the blast furnace. These direct processes differ from the bloomary process, in which the same result is accomplished, by the reduction of the ore at a temperature below fusion, and the formation of iron sponge. The sponge thus formed contains nearly all the iron in the metallic state besides the earthy ingredients of the ore unaltered. To remove the earthy matters and consolidate the iron, it is worked up to a bloom in a reverberatory or gas furnace, or in a bloomary hearth, and then hammered or rolled in the usual way. The process of reduction or sponge making is very simple.
The ore is either mixed with the fuel (preferably charcoal) in a cylinder or cupola furnace and heated to redness, or is exposed to a current of hot carbonic oxide gas. When reduction is ended, the sponge, which oxidizes readily owing to its porous condition, should be cooled in a reducing atmosphere before removal. If the process of reduction has been sufficiently prolonged, and the sponge fully cooled before removal, the product should contain at least 95 per cent. of iron in the metallic state. A great loss of iron has hitherto been experienced in working up this sponge, especially when made from poor ores containing considerable silica. In balling the iron in a puddling furnace, the loss of iron is excessive, owing to its porous condition. This has been the principal cause of the failure of nearly all the modern direct methods for making wrought iron. Chenot's process, which 20 years ago seemed to be successfully established as a metallurgical and economical process, and which furnished a large amount of iron and steel of excellent quality, is now abandoned. The same fate has befallen Yates's, Renton's, Gurlt's, and other processes which promised success.
A new application of iron sponge has been found in steel making in the open-hearth regenerative furnace; and it is now probable that iron sponge will find an economic application. In the Martin process for making steel or homogeneous iron (see Steel), wrought-iron scrap is added to a bath of molten pig iron until the percentage of carbon remaining, in consequence of this addition, is very low, or, with the aid of an oxidizing flame, even perfectly removed. Iron sponge added in this way to a pig-iron bath loses iron to the extent merely of saturating the silica it contains in the formation of a cinder. In very pure ores this loss is consequently very small. It is in this way that Mr. Thomas S. Blair of Pittsburgh successfully utilizes the sponge made by his process, which is one of great simplicity, on the principle of Chenot's, with certain improvements in apparatus. His reduction cylinders are 40 ft. high and 3 ft. in internal diameter. The upper half is exposed to a bright red heat from burning gas on the outside, and the lower half is provided with a water jacket for cooling the reduced product. Into the top of the cylinder is inserted a thimble of cast iron 6 ft. long and 28 in. in diameter, leaving an annular space of 4 in. between it and the cylinder.
Into this space are charged charcoal in small fragments and powder, and ore in pieces not larger than an egg. The carbonic oxide resulting from the reduction of the ore burns inside the thimble, and the gas from the producers outside the cylinder. The charge thus becomes rapidly heated through in this narrow space, and when it spreads over the whole diameter of the stack, 6 ft. from the top, it is all red hot. At the bottom of the stack there is a sleeve which when raised allows the already thoroughly cooled sponge and the charcoal charged in excess to run out. The sponge is drawn at regular intervals, and in the mean time the sleeve is luted with clay. No air gains access to the stack while drawing, as the column of finely divided iron and coal forms an effectual packing. The sponge is separated as far as practicable from the charcoal and compressed by hydraulic pressure into ingots, which are added directly or after previous heating to the bath of metal in a Siemens or other form of regenerative furnace. Owing to the great simplicity of the process, iron sponge is a much cheaper product than pig iron. Siemens has invented a number of sponge processes, which are all connected with the use of his regenerative furnace. None of them have ever come into general use.
Since the introduction of Danks's puddler he has employed a rotary cylinder similar to this for the direct production of iron. The chamber is lined with a refractory material and heated on the regenerative principle. The ore is first melted, then the charcoal or coke is added, and the vessel rotated. Reduction takes place energetically, and a ball of soft iron is speedily formed. Siemens claims small waste of iron and a great economy of fuel for this process. It may be regarded as a perfected form of the bloomary process.
Continue to:
My Books

